Como indicamos na Parte 1, ligada ao conceito do projeto de timonerias de freio, iremos neste post apresentar um exemplo de cálculo para a definição de uma timoneria hipotética mas que irá valer para a definição de toda e qualquer instalação deste tipo no sistema de freio dos vagões. Desta forma, seguiremos os passos indicados, elegendo um vagão do tipo fechado de mesma série do mostrado em nossa Figura 1, abaixo:
Figura 1 – Vagão Fechado Convencional tipo FRS
Seguindo então a mesma linha de análise descrita anteriormente, verificamos que este vagão fechado possui uma área útil disponível sob o estrado livre de interferências ou sistemas que venham a complicar o projeto de nossa timoneria de freio. Assim, seguiremos usando o espaço entre truques, sempre lembrando que uma timoneria muda de posição pela movimentação das alavancas e tirantes, devido ao desgaste das sapatas e a consequente atuação do ajustador automático de folgas. Para este e demais passos descritos na sequência, recomendo leitura cuidadosa dos itens mostrados na Parte 1 deste trabalho.
O próximo passo é checar o tipo de truques que será instalado no vagão e qual a definição de suas alavancas, se verticais ou se inclinadas. Consultando nossa ferrovia hipotética, vamos supor que o sistema escolhido como padrão seja o de alavancas inclinadas, o que nos dará duas dimensões de alavancas no truque, o que significa uma dimensão maior para a alavanca viva e outra menor para a alavanca morta, presa ao setor de graduação.
Agora vemos que a complexidade de nossa timoneria não deverá ser grande pois como vimos estamos trabalhando com um vagão fechado em sua área entre truques. Desta forma, vamos iniciar considerando apenas duas (2) alavancas principais, as quais estarão conectadas às alavancas vivas dos truques para dar o necessário prosseguimento à força de frenagem para parar nosso vagão quando de uma aplicação de freio feita pelo maquinista. Lembramos aqui, que para efeito de cálculo de definição, consideramos o valor de 2.280 kgf de força feita pelo cilindro 10″ x 12″, quando de uma aplicação de serviço completa.
Os pesos que serão por nós considerados serão: Tara de 28.000 kg e Peso Bruto Máximo de 100.000 kg.
Estes valores serão usados para sabermos se as taxas de frenagem indicadas em norma serão atendidas pelo sistema de nossa ferrovia, a qual também utiliza sapatas fenólicas com coeficiente de atrito de 0,33, operando em uma região de perfil longitudinal predominantemente plano e com trens mistos de até 120 vagões.
Para nossa instalação, iremos aplicar o ajustador automático de folgas entre as duas alavancas principais, local onde ele poderá oferecer o máximo de rendimento por aplicação. Iremos também definir sua aplicação e de seus complementos como a alavanca de comando e a sua posição inicial de montagem.
Definidos estes parâmetros, vamos então visualizar na Figura 2, o esquema inicial de nossa timoneria:
Figura 2 – Esquema da timoneria de freio
Tendo a visão do esquema, podemos iniciar nossa verificação, lembrando que precisamos estabelecer como partida qual seria o valor de taxa de frenagem seguro. Como foi visto na Parte 1 destas notas, as taxas normatizadas estão nas faixas de 15% a 32% da tara do vagão e entre 11% e 14% de seu peso bruto máximo. Desta forma, vamos definir o limite superior da faixa em carregado, ou seja 14% do PBM já que mais à frente nos nossos cálculos teremos que aplicar perdas normais ao sistema, fazendo com que este valor caia.
Tc = 14% = 0,14
0,14 = Fc x 100.000, logo Fc = 14.000 kgf
Esta é a força máxima que nosso sistema fará sobre todas as 8 rodas somadas, para reduzir a velocidade ou parar o trem onde nosso vagão esteja. Vamos checar como ficará a taxa em vazio considerando o máximo de frenagem
Tv = 14.000 / 28.000
Tv = 0,500 = 50% da tara
Este valor não pode ser aplicado pois ultrapassará muito o limite superior de norma que é 32%. Isto nos obrigará a usar no conjunto pneumático um dispositivo vazio-carregado, com 50% de variação, ou seja,
Fv = 14.000 x 0,5 = 7.000 kgt
Tv = 7.000 / 28.000
Tv = 0,25 = 25% da tara. Este valor atenderá nossa necessidade, nos deixando no meio da faixa em vazio.
Resumindo, teremos como base:
Taxa em carregado: Tc = 14% do PBM
Taxa em vazio: Tv = 25% da tara do vagão
Força em carregado: Fc = 14.000 kgf
Força em vazio: Fv = 7.000 kgf
Dispositivo vazio-carregado de variação 50%
Importante: Lembro que estamos usando o “car-set” padrão de freio pneumático composto de cilindro 10″ x 12″, reservatório serviço auxiliar de 41 x 57 litros e válvula tipo ABDX.
Vamos agora definir e calcular a furação das alavancas principais do sistema, que são aquelas ligadas ao cilindro de freio, sua alavanca oposta e a alavanca de comando do ajustador, passando pela análise do sistema de freio manual usado nas operações de estacionamento dos vagões nos pátios.
Como já citamos, o cálculo do sistema de alavancas é bem simples e deve ser iniciado pela força F0, que é aquela feita pelo cilindro de freio para uma aplicação de parada do trem. Vamos então definir as forças que passam pelos tirantes de freio e que puxam as alavancas nos seus pontos de conexão, multiplicando a força inicial em função da furação existente.
Assim,
F0 x (A + B) = F1 x B …. F1 = F0 x (A + B) / B
F1 x A = F2 x (A + B) …. F2 = F1 x A / (A + B) …. F2 = F0 x A / B
F2 x (390 + 195) = F3 x 195 …. F3 = F2 x (390 + 195) / 195 …. F3 = F2 x 585 / 195… F3 = F2 x 3
F3 x 280 = F4 x (140 + 280) …. F4 = F3 x 280 / 420 …. F4 = F3 x 3 x 0,66 …. F4 = F3 x 2
Vamos sempre lembrar que o valor de F4 é o total calculado que chegará a 1 dos triângulos de freio.
Para obtermos a força total será necessário fazer F4 x 4 triângulos. Este valor será o total de força bruta de frenagem.
Colocando então nossa equação de forma sequencial, teremos que Ft será
Ft = F0 x A / B x 3 x 2 x 4 triângulos
Esta é a força total derivada dos cálculos acima, onde ainda temos a indefinição dos valores de A e B, na furação a ser aplicada às alavancas principais. Para descobrirmos os valores de A e B, precisamos seguir um pouco mais à frente em nossos cálculos, encontrando o valor a ser usado como força inicial feita pelo cilindro de freio (F0). vamos, então calcular F0.
Como o cilindro é o ponto de partida da movimentação das alavancas, ele exerce uma força que é provocada pela pressão de equalização quando o maquinista efetua a redução de aplicação e a pressão se estabiliza em 64 psi (0,045 kgf/mm²). Esta pressão aplicada sobre a superfície interna do cilindro, onde se encontra montado um copo de borracha, empurra o êmbolo interno do cilindro para frente, estando este ligado a uma haste metálica presa à alavanca principal do sistema.
Vamos então calcular esta força provocada pela pressão interna no cilindro
P = F / A como
A = ¶ x d² / 4 então, como o cilindro tem 10″ (254mm) de diâmetro, teremos A = ¶ x (254)² / 4
A = 3,1415 x (254)² / 4 nos dá A = 50.670,74 mm² (área interna do cilindro onde o ar comprimido atua)
Para conhecermos a força feita pelo cilindro, aplicamos na fórmula geral e encontramos
P = F / A …. F = 0,045 x 50.670,74 …. F = 2.280 kgf
Este é o valor de força máxima realizado pelo cilindro quando de uma aplicação de serviço total e a usaremos na continuidade do nosso estudo.
Vamos agora continuar buscando os valores de furação A e B das alavancas, transferindo o valor de força no cilindro para a equação abaixo
Ft = F0 x A / B x 3 x 2 x 4 triângulos
Ft = 2.280 x A / B x 3 x 2 x 4 triângulos
Ft = A / B x 54.720 …. 14.000 = A / B x 54.720 …. A / B = 0,256
Sabendo então que o comprimento total das alavancas foi definido como 900mm em função da área disponível sob o estrado do vagão, podemos montar nosso sistema e achar os valores da furação.
A + B = 900
A / B = 0,256 …. desta forma, substituindo encontraremos
A = 0,256 B …. 0,256 B + B = 900 …. 1,256B = 900 ….B = 900 / 1,256 …. B = 716mm
Como A + B = 900 e B = 716, o valor de A será a diferença, ou seja,
A + B = 900 …. A + 716 = 900 …. A = 184mm
Nota Importante: Estes são os valores calculados em função das bases que estabelecemos no início do nosso trabalho. No projeto definitivo, precisaremos manter o ajustador sempre alinhado para que ele não sofra desgastes em suas partes internas e com isso perca a efetividade.
Agora, considerando uma perda de cerca de 30% no sistema, em função das folgas existentes nas conexões, teremos uma ideia mais próxima do que realmente ocorrerá. Vamos então incluir esta perda e ver o que irá acontecer com os valores que acabamos de calcular.
Ft = F0 x R x µ onde
F0 é a já conhecida força feita pelo cilindro, R é a multiplicação proveniente das alavancas do estrado e truque, e µ é o rendimento afetado pela perda de 30%, ou seja, consideraremos uma efetividade de 70%.
Então, teremos
Ft = 2.280 x 184 / 716 x 24 x 0,7
Ft = 9.843,48 kgf
Com esta força mais baixa em função das perdas, teremos as seguintes taxas de frenagem,
Vejam que considerando a perda de 30% no sistema, o valor total da força de frenagem cairá e com isso teremos um valor de taxa de frenagem abaixo do mínimo da norma. Isso por norma não poderá ser aplicado!
O QUE FAZER ENTÃO??
Como não sabemos se na prática os 30% de perda serão confirmados, vamos modificar o valor de furação das alavancas para compensar parte deste efeito. Vamos aumentar o valor da furação intermediária da alavanca principal de 184mm para 210mm, e acompanhar o que ocorrerá com os cálculos.
Aumentando o valor da furação para 210mm, o outro valor será reduzido pois o comprimento total da alavanca de 900mm não será alterado.
Então, 900 – 210 = 690mm, que será o outro novo valor de furação.
Colocando estes valores nos cálculos, encontraremos
Ft = 2.280 x 210 / 690 x 24 x 0,7
Ft = 11.657,74 kgf
Este novo valor de força total corrigido, nos colocará novamente dentro da faixa de taxa de frenagem em carregado, que é a nossa preocupação em termos de segurança operacional.
Checando a nova taxa em vazio com a aplicação do vazio-carregado de 50%, teremos
Fv = 11.657,74 x 0,50 …. Fv = 5.828,87 kgf
Tv = 5.828, 87 / 28.000 …. Tv = 0,2081 …. Tv = 20,81% da tara ….OK
Mas, antes de continuarmos, ficam aqui perguntas importantes: Não precisamos checar o que ocorre quando o vagão estiver parado em um pátio e o freio manual for aplicado? Não existe um valor de taxa de frenagem para o freio manual? A resposta é SIM para ambas!!!
Precisamos checar também o freio manual de acordo com sua configuração mostrada no esquema geral da timoneria da Figura 2.
Como a condição mais desfavorável para um vagão parado em um pátio é não deixar que ele se movimente quando estiver carregado, a norma pede que se considere apenas esta condição para um valor mínimo de 10% do PBM. Assim, a força que o freio manual executa sobre as alavancas, precisa chegar às rodas com um esforço que atenda a esta condição. Vamos fazer isso!!
Na Figura 3, segregamos a parte da timoneria do freio manual e sua conexão com o sistema de alavancas que foi objeto do nosso cálculo anterior.
Figura 3 – Timoneria do freio manual
Vamos estudar como a aplicação de força é executada para segurar o vagão no pátio, começando pela caixa de freio manual. Ela possui um volante metálico de 560mm de diâmetro e dentro dela é montado um jogo de engrenagens que visa aumentar a força que um homem normal executa. Pelos valores medidos ao longo do tempo e tendo em vista que a força aplicada pode variar conforme a condição física do operador, ficou definida para efeito de cálculo uma força média de 56 kgf sendo esta força aplicada no aro do volante do freio manual.
Como dissemos, a relação de engrenagens internas da caixa provoca uma multiplicação sendo o valor da relação para a classe de aparelhos padronizada pelas ferrovias brasileiras estabelecido para os fabricantes em 5,36, ou seja, o valor da força aplicada ao lolante já é aumentado em mais de 5 vezes sómente pelas engrenagens internas.
Seguindo a linha partindo da caixa, chegamos ao excêntrico, também conhecido em algumas ferrovias como balancim ou bell crank (USA). Esta peça fundida não é obrigatória nas instalações de freio manual mas algumas vezes recomenda-se sua aplicação quando se precisa incrementar ainda mais o valor da força de frenagem de estacionamento. O excêntrico de freio por sua forma e relação de furação aumenta em mais 32% a força gerada pelo operador e amplificada pelas engrenagens internas.
Como informações necessárias para se fechar o valor da força Fm feita pelo tirante que vem da caixa e passa pelo escêntrico, lembramos aqui que ela é afetada diretamente pela perda devida ao enrolamento da corrente dentro da caixa, o que nos tira produtividade. Este valor do enrolamento máximo definido em norma é de 44,45mm.
Vamos agora escrever a equação de definição de força Fm, necessária a manter um vagão carregado totalmente imóvel mesmo estando carregado no seu limite máximo,
Fm = 56 x 280 (raio do volante) x r x C / D onde
Raio do volante = 280mm
Engrenagens r = 5,36
Excêntrico C = 1,32
Enrolamento D = 44,45
Fm = 56 x 280 x 5,36 x 1,32 / 44,45
Fm = 2.495,8 kgf
Obs: Note-se que esta força é ligeiramente superior aquela proveniente da pressão de equalização no cilindro de freio.
Aplicando-se agora a força Fm no sistema de alavancas do estrado e dos truques, já que o tirante que vem do excêntrico também está conectado com a alavanca principal do cilindro, encontraremos a força provocada pelo freio manual nas 8 sapatas
Fm = 2.495 x (210 / 690) x 24 x 0,7
Fm = 12.757,04 kgf
Isto nos dará uma taxa de frenagem em manual de
Tm = 12757 / 100.000 …. Tm = 12,75% do PBM …. OK
Concluímos então que até este ponto nossa timoneria de freio está atendendo a todos os pontos da norma. Resumimos abaixo os três valores de taxa de frenagem calculados
Vagão carregado: Tc = 11,65% (11% a 14% do PBM)
Vagão vazio: Tv = 20,81% (15% a 32% da tara)
Freio manual: Tm = 12,75% (>10% do PBM)
Atendidos os valores de taxa de frenagem, precisamos agora definir o projeto da alavanca de comando para que o ajustador de folga trabalhe adequadamente, mantendo o curso do cilindro de freio e a distância entre sapatas e rodas.
Este caminho é necessário para que possamos partir para a Parte 3 das nossas notas sobre projeto de timonerias de freio, a qual será dedicada ao dimensionamento dos componentes como alavancas, tirantes, pinos, etc.
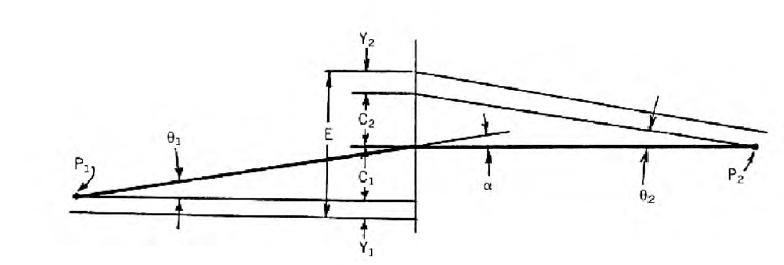
Vamos então iniciar, analisando a Figura 4, indicativa da montagem do ajustador de folgas e sua alavanca de comando. Esta figura mostra a montagem em corte frontal para facilitar nosso trabalho de definição dimensional.
Figura 4 – Esquema da alavanca de comando do ajustador
Para que o ajustador tenha efetividade de trabalho, teremos obrigatoriamente que seguir a relação de proporcionalidade 210 / 690 = C / D. Isto siginifica que a alavanca comandará o giro do corpo do ajustador sob a mesma proporção de furação existente na alavanca principal do sistema. Sem esta proporcionalidade, o ajustador trabalhará fora de sintonia com o desgaste das sapatas, demorando ou acelerando o giro do corpo do ajustador, desbalanceando o movimento de aproximação das sapatas nas rodas e alterando o valor do curso do cilindro para valores maiores ou menores, causando perda ou excesso de força disponível quando uma redução de aplicação de freio for realizada. Em resumo, um grande problema!!
Montando então a relação, podemos ter
210 / 690 = C / D …. como D = 690 – 63 (dist. centro da biela do ajustador) = 627mm
210 / 690 = C / 627 …. logo C = 210 x 627 = C x 690 …. C = 190,8mm = 191mm
A- O valor da cota C define a distância da biela de acionamento do ajustador até o suporte de encaixe que recebe a extremidade da alavanca de comando. Este suporte é conhecido como “cadeirinha” em função de sua forma;
B- A cota E é a distância que deve ser deixada na extremidade da alavanca de comando para que ela não saia da abertura da cadeirinha. O valor mínimo de norma desta cota E deve ser de 76mm (3″) e caso haja a necessidade desta ser menor que este valor normatizado, recomenda-se a aplicação de um pino de retenção.
C- A cota F é a distância da extremidade da alavanca de comando até a linha de centro do cilindro de freio. O valor mínimo para que não ocorra choque do êmbolo interno do cilindro quando de uma aplicação com a ponta da alavanca de comando é de 38mm (1.1/2″).
Checando a alavanca de comando após conhecidos os valores mínimos das cotas E e F, encontraremos
627 + 191 + E + F = 900
627 + 191 + 76 + F = 900 …. estamos inicialmente mantendo aqui os 76mm de extremidade recomendados pela norma para ver o que ocorre com o valor da cota F que precisa ser de 38mm no mínimo.
894 = F = 900 …. F = 6mm …. valor menor que 38mm e portanto não aceitável, nos obrigando a reduzir o comprimento da extremidade da alavanca de comando e instalando um pino de retenção.
Assim, vamos calcular este valor partindo agora do valor mínimo de 38mm da distância entre a ponta da alavanca de comando e a linha de centro do cilindro para ver quanto sobra de extremidade da alavanca de comando,
627 + 191 + E + 38 = 900
E + 856 = 900 …. E = 44mm < 76mm …. teremos que instalar um pino na ponta da alavanca de comando para que ela não desencaixe da abertura na cadeirinha, devido às vibrações que atingem os vagões em serviço.
Temos agora condições de fechar o esquema geral da timoneria de freio do nosso vagão fechado hipotético e resumí-lo na Figura 5, a seguir:
Figura 5 – Esquema dimensional final da timoneria
Agora, como conclusão desta Parte 2 sobre o projeto de timonerias de freio, nos falta verificar a condiição de parada do vagão fechado, sempre com suas rodas girando para evitarmos travamento, o qual poderá ocasionar um calo na superfície de rolamento das rodas, o que será extremamente danoso para o sistema pelos impactos provenientes na via, a cada giro das rodas.
Na Figura 6, abaixo, vemos a condição para que as rodas parem girando quando de uma aplicação
Figura 6 – Condição de frenagem sem travamento
A correta condição de frenagem sem travamento das rodas ocorre quando a força de frenagem F é menor que a força P, representativa do peso do vagão. Como estamos estudando o efeito por roda, vamos calcular 1/8 do que acontece quando o freio a ar for aplicado, levando em consideração o peso do vagão VAZIO, que é a pior situação operacional que favorece o travamento.
As forças indicadas como F’ e P’ são as normais ao sistema e variam com os respectivos coeficientes de atrito entre os materiais. A força F’ varia com o coeficiente sapata x roda e a força P’ com o coeficiente roda x trilho.
F = 1/8 x 5.828 (força de frenagem em vazio) …. F = 728,5 kgf
A componente F’ derivada desta força será
F’ = 728,5 x 0,33 (coef. sapata x roda) …. F’ = 240,4 kgf / roda
Agora, vejamos como calcular o peso P’, seguindo a mesma metodologia de raciocínio
P = 1/8 x 28.000 ….P = 3500 kgf
A componente P’ então será obtida
P’ = 3.500 x 0,10 (coef. roda x trilho) …. P’ = 350 kgf / roda
Vemos que a condição para que não ocorra o travamento foi plenamente atendida, ou seja,
F’ < P’ …. 240 kgf < 350 kgf As rodas não irão travar durante as aplicações de freio
Com esta verificação fechamos este estudo, deixando agora como Parte 3 do projeto de timonerias, a etapa que trata do dimensionamento das peças do sistema como alavancas, tirantes, pinos, garfos, etc.
Até breve!!
1- ASPECTOS GERAIS
Poderíamos dizer que desde o início efetivo das operações ferroviárias, um dos aspectos que mudaram radicalmente a Engenharia Ferroviária foi a introdução do freio a ar comprimido, devida à genialidade de George Westinghouse no início do século XX. Antes dele, a própria ferrovia foi posta em cheque em função dos constantes acidentes que ocorriam com elevado número de vítimas. Os jornais norte-americanos da época chegaram mesmo a pedir a paralização total das operações pela precariedade do sistema de freio aplicado ao material rodante.
Já comentamos aqui o funcionamento do sistema pneumático criado por Westinghouse no post relativo à evolução das válvulas de freio e por isso mesmo, iremos desta vez focar nossos esforços no sentido de esclarecer muitas dúvidas existentes quanto à parte mecânica do conjunto, ou seja, a definição técnica para peças como alavancas, tirantes, etc, as quais compôem a chamada TIMONERIA DE FREIO. Ela sempre existiu nos vagões pois permite a efetividade da aplicação da força de frenagem sobre as rodas, podendo ampliar ou diminuir a força que é feita pelo cilindro de freio quando o êmbolo interno é empurrado para fora, começando a frenagem Ver Figura 1, abaixo.
Figura 1 – Timoneria de freio esquemática para vagões
Neste trabalho, procuraremos mostrar como devemos iniciar o projeto de uma destas instalações mecânicas em função do vagão onde ela será montada, de forma a fazer com que a mesma funcione dentro de determinados parâmetros de eficiência e segurança estabelecidos nas normas e práticas de operação ferroviária.
2- PONTOS BÁSICOS
Alguns pontos básicos precisam ser seguidos para que uma timoneria de freio seja realmente eficiente e segura:
2.1 – Área disponível
O tipo de vagão para o qual estivermos projetando a nossa timoneria de freio, irá determinar a área efetiva de trabalho que poderemos vir a utilizar. Todos sabemos que a timoneria é uma continuação da parte pneumática do sistema pela ligação direta entre o cilindro de freio e a alavanca principal a ele conectada. Como a força realizada no cilindro para uma aplicação de serviço é definida em função da pressão de equalização e que tal pressão tem valor especificado em norma como sendo 64 psi (4,5 kgf/cm2), teremos uma força disponível aplicada no tôpo da alavanca principal de 2.280 kgf para um cilindro de 10″ de diâmetro por 12″ de comprimento. Daí para frente, o trabalho será feito pela timoneria que amplificará esta força até que as 8 sapatas toquem as rodas promovendo a frenagem sem travamento, arrastamento ou excesso de temperatura. Este é o princípio da eficiência de frenagem!! Quando viermos a abordar o exemplo de um cálculo completo, poderemos esclarecer mais estes valores.,
Tendo tal princípio claro, precisamos estudar com bastante cuidado a área disponível para a instalação da timoneria, a qual pode estar montada na parte inferior ou na parte inferior e também na parte superior do estrado como no caso de vagões hopper. Tudo irá depender da geometria da estrutura resistente do vagão, lembrando que a timoneria muda de posição com o tempo em função do desgaste das sapatas de freio. Como informação inicial, destacamos que os vagões do tipo gôndola e fechado são os mais favoráveis para a definição da timoneria, sendo que no caso dos hoppers teremos mais dificuldade em função das tremonhas de descarga, nos plataformas as vigas com inércia variável e nos tanques as restrições para soldagem de suportes no corpo cílindrico, além do espaço consumido pela tubulação de descarga.
2.2 – Padrão de truques
Outra etapa importante do nosso caminho é conhecer o padrão de truques usado na ferrovia onde o vagão irá circular. Alguns poderão perguntar: Por que os truques afetarão o projeto da timoneria de freio? A resposta está ligada ao sistema de alavancas que é usado pela ferrovia, ou seja, saber se são usadas alavancas verticais ou inclinadas. Enquanto que as primeiras recebem o tirante principal de ligação do truque com a timoneria da caixa, na linha de centro do vagão, o sistema com alavancas inclinadas recebe o tirante lateralmente à linha de centro do vagão. Na Figura 2 a seguir, podemos ver a diferença mencionada e concluir que nossa escolha estará diretamente ligada a manter a padronização e principalmente a intercambiablidade dos truques.
Figura 2 – Diferenças de truques com alavancas verticais ou inclinadas
Estas configurações fazem parte do sistema total de freio do vagão, ou seja, a multiplicação realizada nas alavancas que estão no estrado (F), são complementadas pela multiplicação que é feita em cada truque. Portanto, a relação de multiplicação total proporcionada pela timoneria é a soma das timonerias do estrado e dos truques. Mais a diante, quando formos exemplificar o cálculo da timoneria total, estaremos detalhando como cada parte trabalha para atingirmos a eficiência necessária que será refletida nas taxas de frenagem. Na Figura 3, encontramos o esquema de cada opção de montagem citada para os truques e a furação padrão para cada montage
Figura 3 – Esquema de furação das alavancas dos truques
Na primeira versão ambas as alavancas possuem uma furação de 127mm x 254mm, que é a mais comum na bitola métrica e a segunda versão mostra a aplicação de dois tipos de alavanca, sendo a maior, também chamada de alavanca viva (alavanca que é conectada ao tirante que vem do estrado) com furação de 195mm x 390mm com a menor conhecida como alavanca morta (alavanca presa ao setor de graduação) com furação de 140mm x 280mm, muito utilizada na bitola de 1,60m. Todas estas dimensões serão devidamente mencionadas quando de nossa análise completa e cálculo demonstrativo.
2.3 – Complexidade
Conhecida a área disponível no vagão, destinada à timoneria de freio, bem como o sistema de alavancas que está padronizado para os truques, precisamos ter em mente que o projeto da timoneria precisa ser o mais simples possivel em termos de quantidade de componentes. Muitas alavancas implicam em mais suportes, pontos fixos, corrediças, etc., o que além de encarecer a solução a adotar, também afetará o rendimento do freio. Quando realizamos o cálculo das peças da timoneria, verificamos o quanto a força feita no cilindro de freio é amplificada. Porém, a complexidade da solução pode nos tirar a eficiência necessária pois todos os pontos onde haja atrito e conexão entre pinos e furos, irão reduzir a força efetiva.
Muitas vezer temos dificuldade de projetar uma timoneria de freio simples, composta de apenas duas alavancas, como já citamos acima. Por isso, o projetista precisa ter o máximo de cuidado para prever um sistema com um mínimo de perdas. A Associação Americana de Freio a Ar (Air Brake Association) nos recomenda que não apliquemas soluções que possam retirar mais do que 30% de efetividade do sistema de alavancas e tirantes, o que é o mesmo que dizer que deve ser considerado como mínimo um rendimento de 70%. Assim, quando realizarmos os cálculos demonstrativos na Parte 2 deste trabalho, aplicaremos um fator de perdas que nos garanta a segurança e a eficiência necessárias para que o trem possa parar dentro dos limites estabelecidos.
Em resumo a mensagem que fica é: busque utilizar a menor quantidade de alavancas possível!! Isto te trará muitos benefícios com menos perdas!!
2.4 – Pesos
Para definir uma boa instalação de freio, precisamos saber o total de massa a ser freiado. O trem pode ser composto de vagões com vários tipos, tamanhos e pesos e tudo isso precisa ser devidamente equilibrado para que não ocorram choques. Lembremos que os sistemas de freio dos vagões, apesar de serem desenvolvidos de forma individual, deverão trabalhar de forma conjunta e equilibrada quando o trem estiver montado. Conhecer claramente os valores de tara e de peso bruto máximo de cada veículo é indispensável para aplicarmos os valores no cálculo das taxas de frenagem em vazio e em carregado (parte 2), as quais são estabelecidas em norma como controle para uma segura distância de parada. Além disso, é conhecendo os pesos que o projetista poderá definir se a instalação da timoneria de freio terá, ou não, um dispositivo chamado de vazio-carregado, o qual graduará a pressão de ar que chegará ao cilindro, graduando em consequência a respectiva força a ser amplificada na timoneria e aplicada às rodas.
Para auxiliar no conhecimento dos valores de peso bruto máximo que devem ser considerados, recomendo a consulta e a leitura do nosso post sobre Classificação de vagões no Brasil. Lá estão os limites de quanto os vagões pesam carregados em função de sua capacidade e de seus componentes básicos como estrurtura, truques, rodas, eixos, rolamentos, etc. Para a tara, existe uma análise que deve estar diretamente ligada ao bom senso, ou seja, sabemos que um vagão plataforma pesará vazio muito menos que um graneleiro, logicamente devido à sua definição estrutural. Além disso, como existe uma pressão das ferrovias para que os vagões sempre pesem o mínimo possivel, especial cuidado deve ser dado pelo projetista para que ele não instabilize o trem durante uma aplicação de freio, seja ela normal, para controlar a velocidade ou para parar o trem, seja ela em aplicação de emergência, a qual incrementa mais força sobre as rodas, exatamente para que a distância de parada seja menor.
2.5- Taxas de Frenagem
Chegamos agora a uma importante definição que devemos dar ao nosso projeto de timoneria: saber como nosso vagão está em relação aos valores de taxa de frenagem estabelecidos nas normas. Como já citamos por várias vezes, cada vagão tem suas taxas de frenagem em vazio e em carregado e tais taxas são definidas como sendo o total de força aplicado sobre as rodas estando o vagão vazio (Fv) ou vagão carregado (Fc). No cálculo da timoneria, como veremos, dividindo este total de força por sua tara, teremos a taxa em vazio e dividindo pelo peso bruto máximo, a taxa em carregado.
Taxa de frenagem em VAZIO: Tv (%) = Fv / TARA
Taxa de frenagem em CARREGADO: Tc (%) = Fc / Peso Bruto Máximo
As taxas de frenagem são expressas em termos de porcentagem e os limites hoje considerados para os vagões pelas normas são:
Faixa de taxa de frenagem em vazio: de 15% a 32% do valor da tara do vagão. Assim, poderemos usar de 15 a 32% do valor da tara para freiar o vagão vazio.
Faixa de taxa de frenagem em carregado: de 11% a 14% do valor do peso bruto máximo. Assim, poderemos usar de 11 a 14% do valor do PBM para freiar o vagão carregado.
Se o valor de força sobre as 8 rodas estiver contido nestas faixas de taxa de frenagem, haverá segurança suficiente para que não ocorram choques perigosos à segurança operacional dos trens. Caso estejam fora destes valores componentes importantes como engates, mandíbulas, aparelhos de choque, etc ficarão vulneráveis a quebras e separação indevida no trem.
Quando do cálculo de demonstração que faremos na Parte 2 deste trabalho, poderemos verificar com valores reais de taxa de frenagem como devemos seguir definindo nosso projeto sem receios. Hoje, existe um padrão operacional das ferrovias onde TODOS os vagões indistintamente devem seguir às faixas de taxa de frenagem.
2.6- Sapatas de freio
As sapatas de freio são os elementos que tocam as superfícies das rodas quando da aplicação de freio. É portanto por meio do atrito que o trem reduz sua velocidade ou é parado dentro de algum limite de pátio ou via de cruzamento.Antigamente as sapatas de freio eram produzidas de ferro fundido, já que este material fornecia suficiente coeficiente de atrito com as rodas para equilibrar a ação de frenagem dos trens. Como o aumento de peso, comprimento e velocidade dos trens que possuímos, foi desenvolvida uma resina fenólica oara a fabricação das sapatas. Enquanto que as sapatas de ferro fundido possuem um coeficiente de atrito com as rodas em torno de 0,15 as sapatas fenólicas possuem o dobro, ou seja 0,33.
Estes valores são muito importantes no processo pois apesar das sapatas fenólicas serem muito mais eficientes em termos de frenagem, distância de parada, etc,, elas acabam por concentrar muito calor nas pistas de rolamento das rodas, o que pode ser perigoso para o aparecimento de trincas que poderão quebrar as rodas ou movê-las nos eixos, gerando perda de bitola de eixamento com consequente descarrilamento. Desta forma, sempre que calculamos a timoneria de freio, ao final dos cálculos, checamos se a carga térmica está demasiada.
Igualmente importante trata-se da verificação de demanda de frenagem, a qual também varia com o coeficiente de atrito sapata x roda. O princípio do bom sistema de freio nos pede para definir uma instalação onde todos os veículos do trem parem sempre com as rodas girando, mesmo em situações de emergência. Caso haja excesso de frenagem e travamento das rodas, poderemos ter a ocorrência do CALO, exatamente gerado pela perda da condição de girar das rodas durante as aplicações de freio. Neste caso de demanda, comparamos 1/8 da carga vertical que chega às rodas em função do peso do vagão vazio ou carregado, com 1/8 da força de atrito normal à superfície da pista de rolamento da roda. Obrigatoriamente,a componente de atrito não poderá ser maior que a componente calculada na carga vertical pois caso assim ocorra, haverá o travamento, deslizamento e calo nas pistas das rodas. Quando do cálculo demosntrativo, todos estes pontos serão devidamente observados.
2.7 – Operação e via permanente
Para que um cálculo de definição de timoneria seja bem executado, deve haver estreita relação entre as equipes de operação, via permanente e engenharia de material rodante. Ter o completo entendimento das condições de operação e manutenção, afetarão diretamente as boas condições de frenagem do trem, reduzindo os custos de desgaste e troca dos componentes. Perfil das vias principalmente nas serras, velocidades permitidas nos trechos e cálculo básico de freio estarão sempre unidos para a definição de um bom sistema de timoneria.
2.8 – O Ajustador Automático de Folgas
Assim como a válvula operacional é o coração do sistema pneumático de freio, o ajustador automático de folgas é também o coração da parte mecãnica da instalação. Este componente mantém a distância entre sapatas e rodas, bem como o curso do cilindro de freio para que a força de frenagem não vá diminuindo com o tempo. No passado, até o final dos anos 50, com o passar do tempo e o desgaste das sapatas, a timoneria se movimentava e as folgas somadas no sistema faziam com que o êmbolo do cilindro tivesse um curso cada vez maior para uma mesma pressão de equilíbrio, o que reduzia a força final de frenagem sobre as rodas.
O ajustador automático de folgas, não foi uma invenção da ferrovia norte-americana mas sim dos engenheiros suecos que criaram o dispositivo para reduzir o tempo de atuação das equipes de manutenção que ao trocarem as sapatas desgastadas precisavam ajustar a posição das alavancas manualmente. Hoje, ele é indispensável o mandatório em qualquer tipo de vagão pela segurança operacional que gera.
Durante o exemplo que apresentaremos na Parte 2 deste trabalho, poderemos observar a importância do ajustador de folgas muito ligado à manutenção do curso em qualquer situação e como calcular sua aplicação junto com a definição estrutural de alavancas e tirantes.
Até já!!!
1- INTRODUÇÃO
Todos aqueles que amam e fizeram das ferrovias sua vida pessoal ou profissional, têm buscado cada vez mais estudar e aprimorar sua aplicação para que tenhamos uma verdadeira condição de progresso em nosso país. O sistema ferroviário possui em cada uma de suas divisões aspectos que complementam o todo e que acabam sendo muito importantes para que o trabalho flua de forma adequada.
No caso específico do material rodante, além dos tipos conhecidos de vagões classificados como sendo básicos, existem outros que dão suporte à operação e que são tão necessários quanto os primeiros para que o sistema opere com toda segurança e eficiência. São os chamados VAGÕES ESPECIAIS, os quais iremos estudar neste artigo. Na verdade, existe uma série grande de vagões de serviço que poderiam ser chamados de vagões especiais, mas esclareço que não iremos estudar aqui os plataformas e hoppers abertos pertencentes aos departamentos de via permanente de cada ferrovia, usados nas construções e manutenções periódicas. Nosso foco serãos aqueles com funções diferentes das consideradas normais e executadas pelos 5 tipos básicos.
2- TIPOS DE VAGÕES ESPECIAIS
2.1- VAGÕES REPETIDORES DE AR (REPEATER CARS)
É um nome estranho mas que se justifica pela necessidade de auxílio na manutenção da pressão de ar comprimido dentro do encanamento geral dos vagões para trens longos que circulam nos locais onde o frio é muito intenso. Nesta condição de temperatura, o ar comprimido como fluido que é, tem dificuldades de seguir abastecendo todos os vagões da cauda nas velocidades de aplicação e alívio, o que pode causar sérios perigos à condução do trem. Os repetidores possuem em seu interior um compressor movido a óleo diesel e que entra em ação sempre que a temperatura externa atingir a marca de -10 graus Centígrados forçando o ar a se manter na pressão de trabalho em todos os vagões que estão localizados depois dele. Normalmente os repetidores são vagões fechados que foram adaptados para esta função, como mostrado na Figura 1, abaixo.
Figura 1 – Vagão Repetidor de ar comprimido
Com as modernas práticas ligadas com a tração distribuído ao longo dos trens, onde locomotivas adicionais fornecem além da tração necessária também a complementação do ar para o sistema, os vagões repetidores de ar comprimido vêm gradualmente sendo retirados de serviço.
2.2 – VAGÕES CORTA-FOGO (BUFFER CARS)
Estes vagões estão na moda como incremento de proteção contra explosões em caso de descarrilamentos de trens específicos de vagões tanques, conhecidos no Brasil como trens tanqueiros. Como as locomotivas são equipamentos onde existe alta temperatura e condições favoráveis a incêndios caso um dos tanques que esteja acoplado a elas venha a se chocar ou derramar liquido inflamável, os vagões de proteção ou corta-fogo acrescentam uma distância de proteção que dificulta tal ocorrência. Assim, as normas de segurança operacional ferroviária atuais recomendam a inclusão dos vagões corta-fogo, os quais podem ser vistos na Figura 2, abaixo e nos trens da RUMO Logística em suas linhas de bitola 1,60m no estado de São Paulo.
Figura 2 – Vagão Corta-Fogo
Assim como ocorreu com os vagões repetidores de ar comprimido, os corta-fogo foram criados com base em antigos vagões já existentes e disponíveis em função de sua baixa capacidade de carga se comparados aos vagões atuais. Para que possam ser usados acoplados logo após as locomotivas, recomenda-se que eles não estejam vazios e sim carregados com material inerte e de alta densidade como a areia. Isto se justifica para impedir que haja um ponto de instabilidade no trem pois um vagão vazio nesta posição poderia conduzir a uma resultate lateral nas curvas que o faria descarrilar. Para melhorar ainda mais a segurança do trem tanqueiro, os corta-fogo devem ser também equipados com engates de proteção contra engavetamento. Estes engates já foram citados em um post específico, caso você queira entender sua função.
2.3 – VAGÕES DE SEGURANÇA DE MANOBRA (SWITCH CARS)
Estes vagões são também chamados de vagões de transferência em algumas ferrovias por facilitarem as equipes de manobreiros na troca de linha de composições inteiras ou parte delas entre pontos de carga ou de descarga nos terminais onde o trem tenha que recuar grande distância. Nesta condição pouco favorável aos maquinistas que não conseguem enxergar o que está ocorrendo na outra ponta do trem, os manobreiros igualmente sofrem pois precisam ficar pendurados no estribo do último vagão, que durante o recuo passa a ser o primeiro. Além desta condição pouco segura, muitas vezes precisam sinalizar passagens de nível e caminhar sob sol e chuva intensos, tornando a operação insalúbre.
Com os vagões de segurança ou transferência, a equipagem de recuo pode ficar protegida do tempo, sinalizar ou mesmo buzinar nas passagens de nível e ter comunicação melhor com o maquinista e com o centro de controle, garantindo um trabalho eficiente e seguro. Veja um modelo na Figura 3, a seguir.
Figura 3 – Vagão de Segurança ou de Transferência
A estrutura destes vagões é muito semelhante aquela utilizada nos antigos Caboose, sendo algumas unidades providas de banheiros e instalações elétricas para permitir o uso de micro-ondas. Normalmente não tem camas ou beliches já que não podem ser usados em viagens mas apenas operar nos terminais e dar suporte à equipagem de manobras, sendo engatados somente para permitir uma condição mais segura e removidos quando a atividade estiver concluída. Seus truques podem ter solução de amortecimento melhores que os truques de vagões mas isto é mais raro de se verificar, ocorrendo apenas quando a ferrovia disponibiliza antigos truques de carros de passageiros para esta finalidade. Os vagões de segurança são muito úteis nas atividades de recuo nos terminais pois a locomotiva fica na extremidade oposta e sem condições de visibilidade para evitar possíveis acidentes.
Desta forma, a equipe de manobras fala por rádio com o maquinista e o previne de algum obstáculo sobre a via ou nas passagens de nível quando algum carro possa transpor os trilhos com o trem em movimento. Como hoje o vandalismo está muito forte em alguns locais, os vagões de segurança também protegem a equipe da ocorrência de assaltos, garantindo a integridade do grupo e do trabalho em andamento. Intemperies são igual motivo para o uso destes vagões.
Estes vagões são usados para o levantamento de dados durante um determinado teste de material rodante novo ou de análise de condições da via permanente. Atualmente, com os recursos de computação disponíveis eles são equipados com uma grande quantidade de equipamentos de levantamento, captação e análise de dados. Os primieros vagões deste tipo foram introduzidos nos EUA no final dos anos 40 quando houve um trabalho a nível nacional para definição dos tipos de amortecimento que seriam aprovados para aplicação nos truques dos vagões em produção, tendo em vista o aumento da velocidade operacional. Portanto, tipos bem primitivos de vagões laboratório foram usados e consagraram desde então seu uso para pesquisa e desenvolvimento.
Figura 4 – Vagão Laboratório da ferrovia BNSF – USA
Na Figura 4 acima, vemos um destes vagões com fabricação exclusiva feita nas oficinas da própria ferrovia, com projeto desenvolvido internamente para adequar a forma de captação e tratamento dos dados no ambiente de análise existente. Já para os modelos primitivos, eram usados antigos carros de passageiros que eram baixados das operações e adaptados para receberem as unidades de levantamento e medição.
Muito comum ver estes vagões em serviço interno das ferrovias, quando se pretende monitorar os trens em relação aos esforços que atuam sobre os vagões. Truques, sistemas de choque e tração bem como sistemas de freio recebem significativa ajuda destes carros pela medição de esforços longitudinais dos trens, vibrações, impactos, desbalanceamentos, oscilações das caixas, etc.
2.5 – VAGÕES GABARITO (CLEARANCE CARS)
As ferrovias possuem um gabarito de livre passagem. Tal gabarito representa a seção em largura e altura permitidas para que o material rodante (vagões, locomotivas e carros) possam circular sem contatos ou choques com as limitações físicas de estações, pontes, cortes, etc. O trabalho realizado pelos vagões gabarito é o de identificar se algo ao longo das vias mudou e que possa gerar perigo aos trens ou mesmo no caso de solicitação da área comercial das ferrovias para a contratação de um transporte especial de equipamentos de grandes dimensões e peso.
Os vagões gabaritos são na sua maioria provenientes de antigos carros de passageiros ou vagões, onde são montadas pequenas barras metálicas que quando abertas e em posição de trabalho garantem a passagem em todos os pontos da seção transversal da via. Caso alguma destas barras se choque contra um obstáculo, o trem é parado e são feitas anotações específicas para identificar a quilometragem da via onde o fato ocorreu.
Figura 5 – Vagão Gabarito
Na Figura 5, vemos um vagão gabarito usado pela antiga Fepasa nas suas linhas de bitola 1,60m, modificado a partir de um dos velhos cabooses da Companhia Paulista. Pode-se também ver claramente a estrutura montada com as barras metálicas de identificação de contato e com a interessante instalação de um limpa-trilhos provavelmente oriundo de alguma locomotiva a vapor sucatada, já que o vagão seguia à frente da locomotiva para identificar qualquer irregularidade com tempo de parada e identificação do trecho.
2.6- VAGÃO DE ABASTECIMENTO DE LOCOMOTIVAS (LOCOMOTIVE FILLING CAR)
Com a crescente campanha mundial pela redução de emissões de resíduos de motores à explosão para a atmosfera, bem como por menor uso de combustíveis fósseis, algumas ferrovias iniciaram um projeto para uso do gás natural veicular – GNV em suas locomotivas. Neste conceito de projeto e evitando que o abastecimento fosse prejudicado durante o trajeto, os vagões de abastecimento ficariam instalados entre duas locomotivas adaptadas para queimar 70% de gás e 30% de Diesel. Isto levou a uma definição estrutural de grande tara pois como o gás tem grande volume e é consumido em escala considerável durante as viagens, a perda de peso e os choques entre as locomotivas em tração conjunta, poderia instabilizar o trem gerando o descarrilamento do vagão de abastecimento.
No Brasil, a VALE foi pioneira no desenvolvimento de um vagão de abastecimento de locomotivas em movimento, tendo sido projetados e fabricados dois protótipos para testes de viagem na EF Vitória a Minas – EFVM. A ideia básica era que um vagão fosse acoplado a um par de locomotivas enquanto o outro ficasse em carregamento de gás no terminal, O trem iria até a mina e retornaria ao porto para descarga do minério. Neste momento o vagão vazio seria trocado pelo vagão reabastecido para que mais um ciclo de operação fosse iniciado.
Figura 6 – Vagão para abastecimento de locomotivas com GNV
Interessante também observar na Figura 6, que os engates destes vagões são providos de proteções contra engavetamento (double-shelf) como obrigatório em qualquer tipo de vagão tanque e também possuem folga longitudinal controlada para reduzir os possíveis choques entre as máquinas. Como dito, foram construídas duas unidades para os testes opercionais porém sem a devida continuidade em função das variações de preço e disponibilidade do GNV no Brasil. O projeto geral destes vagões foi da Amsted Maxion para plataforma e componentes ferroviários ficando com a White Martins a definição do tanque e seus sistemas de alimentação e proteção contra vazamentos e demais possiveis acidentes ambientais.
2.7 – VAGÕES PARA AFERIÇÃO DE BALANÇA (SCALE CAR)
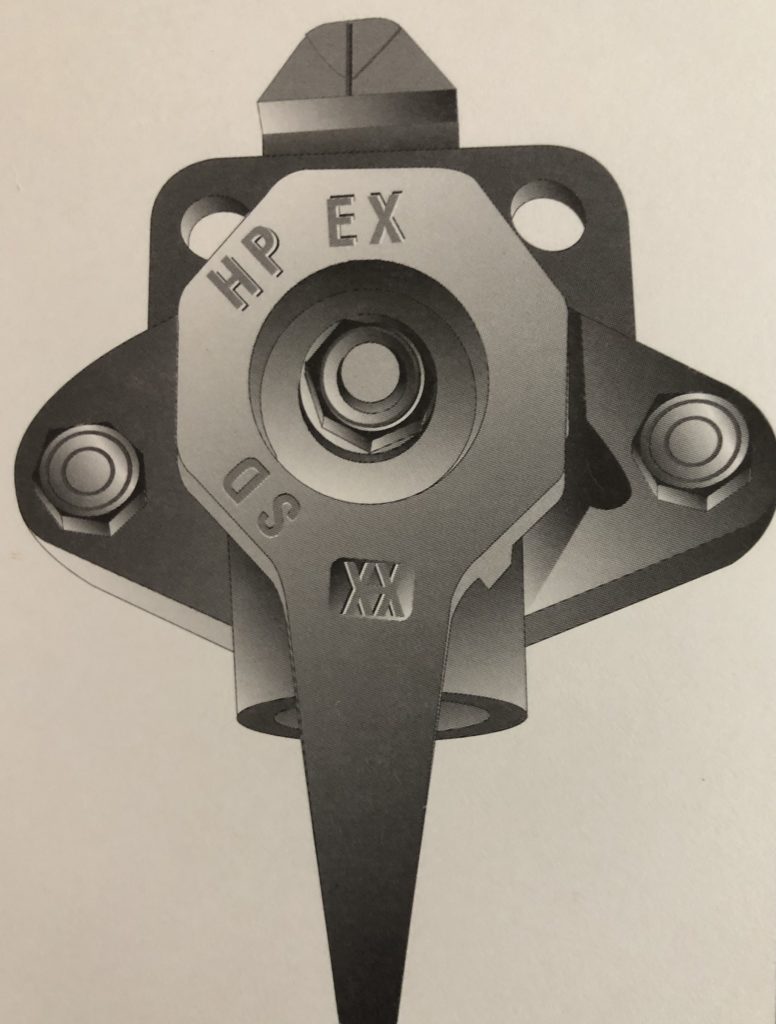
Como o próprio nome indica, os vagões aferidores de balança ferroviária são usados para controlar a pesagem de vagões vazios e carregados nos terminais próprios ou dos clientes. Seu peso é controlado por meio de um total de material conhecido e acondicionado de forma a sempre deixar o valor pesado dentro da faixa aceitável para os clientes. Normalmentye eles ficam parados em locais específicos de pátios e as ferrovias evitam movimentá-los muito para que o valor de massa total sobre trilhos não seja alterada por qualquer incidente.
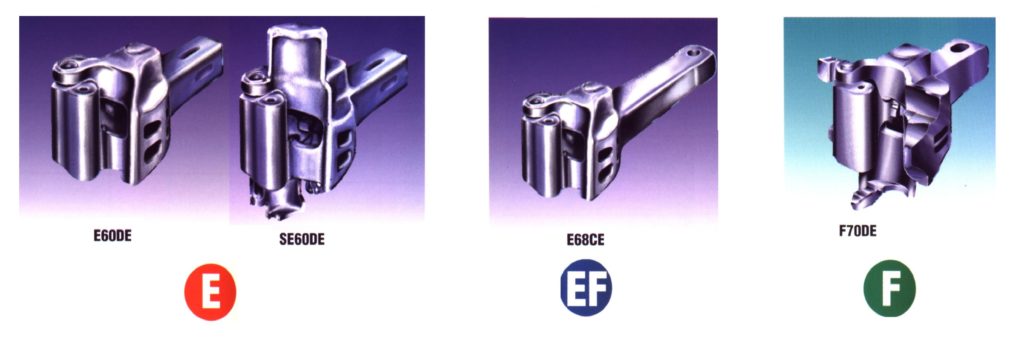
Na Figura 7 a seguir, vemos um pequeno vagão de aferição dentro do modelo mais comum usado para este trabalho nos EUA. Veja que é um veículo de diminutas dimensões para que possa entrar e sair de todas as balanças existentes sem a possibilidade de transferência de peso para outra instalação ou via. Salienta-se que apesar das pequenas dimensões, os aferidores de balança podem viajar nos trens quando necessário pois possuem um sistema de freio integrado e freio manual de acordo com as normas ferroviárias existentes.
Figura 7 – Vagão para aferição de balança
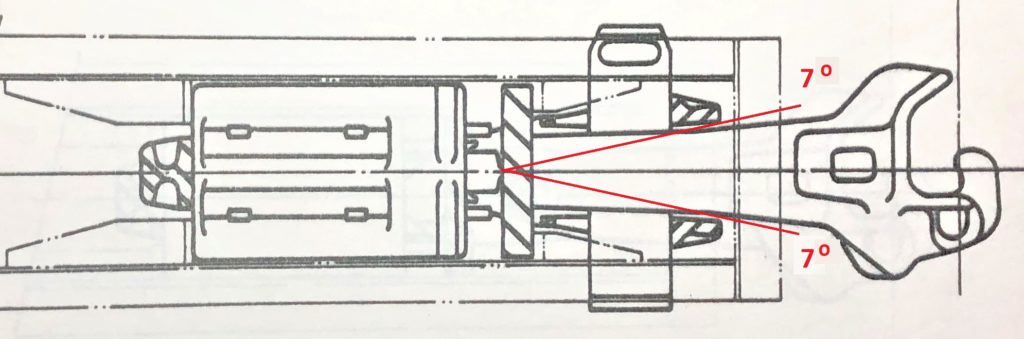
Os vagões de aferição podem também possuir dimensões maiores como os da imagem mostrada em destaque no início deste trabalho. São portanto vagões importantes na operação e principalmente na confirmação de transporte para as ferrovias, controlando a difeença entre as quantidades embarcadas e desembarcadas identificadas pelas balanças.
2.8- VAGÕES DE AUXÍLIO AOS TRENS DE SOCORRO E TRABALHOS DE VIA (MOW CARS)
Os chamados vagões de auxílio são aqueles que acompanhamos trens de socorro ou de manutenção de via permanente fornecendo todo o suporte necessário ao pessoal que irá trabalhar no trecho, principalmente quando tal trabalho for realizado em mais de um dia. Eles são normalmente produzidos a partir de vagões fechados que não atendam mais aos requisitos de transporte remunerado na ferrovia ou ainda carros de passageiros antigos, principalmente na função de dormitórios.
Os vagões de serviço podem ser cozinhas, refeitórios, dormitórios, oficinas mecânicas, escritórios, etc., inclusive sendo dotados de equipamentos que se conectem à rede WI-FI mais próxima para que seja possivel realizar reuniões com transmissão de dados. Na Figura 8, um típico vagão de serviço neste caso usado em trens socorro como cozinha / refeitório.
Figura 8 – Vagão de auxílio a trem socorro
Como conclusão deste resumo sobre alguns dos vagões especiais, verificamos que eles são tão importantes quanto os chamados vagões remunerados e por isso mesmo precisam ser adequadamente mantidos para que possam executar sua função de maneira precisa e segura. Mesmo que sejam reaproveitados de unidades antigas não se deve negligenciar sua manutenção de truques, sistemas de choque e tração, bem como dos sistemas de freio.
1- INTRODUÇÃO
O sistema de freio automático de um trem de carga, deve ser provido de componentes que permitam ao maquinista formas simples, confiáveis e seguras de conduzir o conjunto de vagões e locomotivas para:
* Controlar a velocidade em operação e principalmente em descidas de rampas.
* Controlar e estabilizar os choques derivados das folgas existentes entre os vagões.
* Parar nos blocos definidos pelo sistema de sinalização.
Como sabemos, o sistema de freio automático de um trem é um sistema de trabalho contínuo, com uma tubulação que se extende por todo o comprimento do trem conhecida como encanamento geral, o qual é conectado a uma válvula de controle e aos demais componentes do conjunto como cilindro, reservatório, etc, existentes em cada um dos vagões para obter os resultados acima listados. Aqui, nos concentraremos especificamente nas válvulas de controle, seus tipos básicos e suas funções.
As válvulas atuais trabalham para acompanhar as características dos trens modernos no tocante a:
* Rápida propagação de aplicações de frenagem.
* Menores distâncias de parada.
* Equivalência de frenagem entre os vagões, independente do tipo e comprimento destes.
* Estabilidade contra aplicações indevidas de emergência.
Nos próximos itens, iremos indicar cada um destes tipos de válvula de controle e porque foram criadas as soluções atuais, sempre com o objetivo de passar a você que gosta de ferrovias e procura entender cada vez mais seu funcionamento, formas e soluções que busquem seu crescimento profissional ou pessoal.
2- TIPOS DE VÁLVULAS DE CONTROLE E SUA CRONOLOGIA
Já citamos em nossos trabalhos anteriores a genialidade de George Westinghouse, engenheiro norte-americano que viabilizou a existência das ferrovias no mundo ocidental com o desenvolvimento do freio ferroviário automático. Antes dêle, a ferrovia não tinha segurança em seu trabalho com sucessivos acidentes que tiravam vidas e derrubavam a confiabilidade, chegando-se a um ponto crítico no final do século 19 quando vários órgãos de imprensa solicitaram ao Congresso dos EUA a paralização das operações ferroviárias no país!!!.
Figura 1 – George Westinghouse
Até que Westinghouse apresentasse seu conceito de frenagem, os vagões já usavam o ar comprimido gerado pelos conhecidos compressores verticais das locomotivas a vapor. O encanamento geral ficava vazio e quando se pretendia realizar a diminuição de velocidade ou parada de um trem, o ar comprimido gerado e armazenado em um grande reservatório, era liberado por uma torneira existente na cabine do maquinista e introduzido pelas mangueiras até que chegasse a cada um dos cilindros de freio nos vagões e carros de passageiros.
Este processo era extremamente ineficiente já que a pressão gerada ia caindo ao longo do comprimento do trem, limitando muito o número de vagões em cada composição. No final do século XIX tal limitação poderia até ser tolerada mas o crescente uso da ferrovia rapidamente forçou para que alguma ação tecnológica mais eficiente fosse adotada. É neste momento que surge o novo conceito salvador de Westinghouse que funcionava de forma oposta ao sistema então em uso, ou seja, o ar comprimido era injetado ao longo do trem sendo armazenado em cada um dos reservatórios existente nos vagões até atingir um valor padrão e igual para todos.
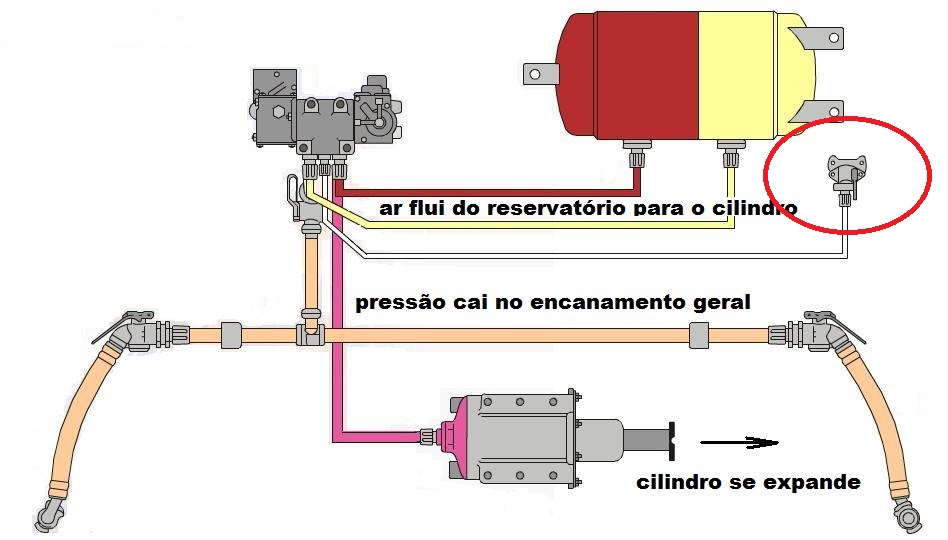
Para aplicar o freio, o maquinista deveria reduzir a pressão no encanamento geral e não injetá-lo, fazendo com que a eficiência fosse muito grande. Além disso, caso uma das mangueiras do sistema se rompesse, a pressão cairia muito rapidamente, fazendo com que fosse aplicada emergência em cada metade separada do trem.
Toda esta função era e ainda é, controlada por uma válvula, também montada em cada vagão de forma a estabilizar a frenagem com segurança. É exatamente sobre esta válvula que iremos falar especificamente neste artigo, através de uma cronologia de entrada em serviço, cada uma delas devidamente comentada:
Figura 2 – Cronologia das válvulas de freio
Vamos então fazer alguns comentários sobre cada válvula de controle e o motivo pela qual cada versão foi desenvolvida. Como veremos, este caminho de evolução sempre esteve ligado à necessidade de aumento da capacidade frenante dos trens em função do seu peso, comprimento e velocidade:
A- Válvulas Tríplice ou Sistema K
A primeira versão da válvula tríplice foi lançada em 1872 para possibilitar o aumento dos trens dos então 8 a 10 vagões para 20 a 30 vagões. Ela tinha este nome derivado de suas funções básicas ainda desconhecidas que eram, aplicação, alívio e emergência, enquanto que no sistema anterior só era possivel aplicar e aliviar a quantitdade de ar injetado. Este projeto representou uma revolução para o transporte ferroviário criando um enorme crescimento para o setor. Tal sistema foi sendo aprimorado até que em 1906 foi oficialmente apresentada ao mercado a válvula K, a qual tinha este nome creio que mais por sua forma básica do que por alguma função específica. Os testes foram iniciados em 1908 e totalmente concluídos em 1917 com sua aprovação incondicional, fazendo com que a empresa de Westinghouse decolasse no mercado tendo até que terceirizar uma grande parte de sua produção já que todas as ferrovias emitiram pedidos para milhares de válvulas.
Tudo era novidade com esta aplicação e o costume direcionava para uma montagem agregada. Neste tipo de projeto a válvula era conectada diretamente à parte traseira do reservatório de ar, tendo este por sua vez uma conecção frontal com o fundo do cilindro de freio. Assim, parte do ar correspondente à redução operada pelo maqunista, ia diretamente para a câmara do cilindro onde encontrava uma membrana de borracha que empurrava a haste do cilindro para frente e conseqüentemente a alavanca principal de freio da timoneria, distribuindo a força de frenagem até as rodas.
Figura 3 – Sistema com válvula K
As válvulas do tipo K permaneceram em serviço durante muito tempo permitindo sempre o aumento de tamanho dos trens, sendo que no limite de sua aplicação, os ferroviários norte-americanos chegaram a formar trens de 80 vagões, o que foi considerado na época como um extremo avanço tecnológico.
B- Válvulas AB
Westinghouse era viciado em trabalho e movido a desafios! A válvula K, apesar de ser um sucesso comprovado, já começava a apresentar limitações com o aumento da velocidade e do peso dos trens. Como evolução efetiva, as válvulas AB lançaram o modelo de um suporte central projetado para receber os encanamentos de conexão entre os componentes onde eram montadas duas porções de trabalho que operavam o funcionamento nas condições de serviço e de emergência. Com tal disposição, o sistema ficava mais equilibrado com cada parte da válvula operacionalizando sua função específica. Veja na Figura 4, abaixo o esquema com as três partes da moderna válvula de controle de freio ferroviário.
Figura 4 – Válvula AB
Na figura da válvula AB acima, vemos da esquerda para a direita a sequência PORÇÃO DE EMERGÊNCIA + SUPORTE DE ENCANAMENTOS + PORÇÃO DE SERVIÇO. Assim, o Suporte de Encanamentos é o grande “orientador” da operação de frenagem pois todos os tubos chegam nele e dele o ar é distribuído para as Porções de Serviço e Emergência, sempre tendo por base o valor da pressão de ar que está no encanamento geral dos vagões. Os labirintos criados por Westinghouse em cada peça abrem e fecham passagens de ar conforme os valores de pressão positiva ou negativa. As positivas empurram e abrem passagens enquanto que as negativas vedam e fecham, direcionando o caminho que o ar comprimido deve percorrer conforme a situação desejada, sem afetar as demais funções da válvula as quais ficam inativas até que o processo disparado seja concluído. Depois da válvula AB todas as demais válvulas de freio desenvolvidas até hoje seguem este mesmo esquema, mantendo a mesma sequência. Como figura complementar ver abaixo as três partes da válvula separadamente.
Como buscamos descrever rapidamente acima, quando o maquinista reduz a pressão no encanamento geral, visando uma redução de velocidade ou mesmo a parada do trem, tal queda de pressão chega primeiramente ao Suporte de Encanamentos que a transmite para a Porção de Serviço, onde o processo de frenagem é iniciado. Parte do ar armazenado na câmara de serviço do reservatório existente em cada vagão se conecta com o encanamento do cilindro de freio em uma proporção matemática de volumes, até que a pressão se estabilize. Tal ar que chega ao cilindro empurra então o embolo e com ele a haste que se conecta com as alavancas da timoneria transmitindo a força de frenagem para as sapatas que tocam as rodas reduzindo ou parando o trem por atrito. Parece simples mas o gênio de Westinghouse fez com que a simplicidade salvasse a operabilidade da ferrovia até hoje pois tão importante quanto circular com segurança é parar com segurança.
Para aliviar o freio, o maquinista coloca então o punho do manipulador existente na cabine na posição de recobrimento. Nesta condição a pressão vai novamente subindo até seu valor de refer6encia estabelecido pela ferrovia e o ar que estava no cilindro é esgotado para a atmosfera através do retentor de controle e alívio, componente que já foi motivo de um post anterior.
Veja o esquema a seguir de um sistema pneumático de freio que está presente com algumas variações em todos os vagões.
Figura 5 – Esquema Pneumátido de freio
O mesmo processo descrito para a aplicação de serviço, usada para controlar a velocidade ou para parar um trem, ocorre também na aplicação de emergência. O processo de redução de pressão no encanamento geral é feito, só que de forma brusca, ou seja, quando ocorre por exemplo um rompimento de mangueira devido a uma quebra de mandíbula nos engates. Com a queda brusca de pressão o Suporte de Encanamentos direciona as aberturas de ar para as duas câmaras do reservatório, fazendo com que todo o seu conteúdo seja direcionado para os cilindros de freio. O objetivo neste caso é parar o trem o mais rápido possível e tal operação pode injetar até 20% a mais de força na timoneria e desta às rodas, as quais devem SEMPRE parar girando e NUNCA travando e deslizando, o que custaria um calo na superfície de contato da roda com o trilho. Este calo é puro veneno para o vagão e para a via permanente, já que o impacto causado a cada giro da roda cria condições extremas que direcionarão para uma trinca ou quebra com falha no trem e consequentemente um acidente. No caso de uma aplicação de emergência, todos os reservatórios devem ser recarregados em seu volume total antes que o trem volte a circular.
C- Válvulas ABD
Como citamos anteriormente, a evolução das válvulas de freio vem sendo direcionada para aprimorar as suas funções internas de velocidade de aplicação e alívio de freio ao longo do trem. Além disso, os períodos de manutenção começaram a ser ampliados em função do uso de diafragmas de conexão entre as câmaras, substituindo os aneis de bronze causando menos fricção e desgaste. Aliás, a letra D acrescentada ao nome da válvula fazia referência exatamente aos Diafragmas.
As válvulas ABD também aumentaram a velocidade de alívio do sistema, fazendo com que o trem retomasse o movimento mais rapidamente e sua aplicação foi oficialmente aprovada em 1964, praticamente 30 anos após a revolução causada pelas válvulas AB.
Figura 6 – Válvula ABD
Neste período os trens norte americanos já dispunham de 120 vagões, quantidade que ainda é vista em um trem regular, o que não deve ser entendido como estagnação no processo evolutivo. Importante sempre lembrarmos que embora a quantidade de vagões fique por volta deste número, a capacidade de cada veículo também subiu exigindo estudos e provas adicionais para que a segurança operacional fique mantida.
D- Válvulas ABDW
Esta válvula foi lançada já nos anos 70 com a intenção de aprimorar as válvulas ABD. Ela foi a primeira válvula de controle com ação contínua de serviço rápido. A característica de uma rápida aplicação de emergência em função do crescimento das velocidades operacionais, gerou mais conforto aos maquinistas pois permitia que o alívio de tal aplicação fosse também localizado junto à porção de emergência de cada válvula e não somente pelos retentores de alívio. Abaixo a imagem destas válvulas.
Figura 7 – Válvula ABDW
As válvulas ABDW aumentaram também a velocidade de transmissão de queda de pressão ao longo do encanamento geral de 152 m/s para 175 m/s. Tal melhora também foi sentida no resultado geral das ferrovias pois as modernas tecnologias de projeto dos vagões e locomotivas manteve este modal como ótima opção logística aos países que optaram por ele como os EUA.
NOTA: Importante que se mencione aqui que embora as válvulas de freio venham sendo desenvolvidas continuamente, modelos de todas as válvulas anteriores continuam em circulação. Isto, além de natural pois não há como substituir todas as válvulas de freio sempre que cada novo modelo é lançado, faz com que os ganhos expressivos alcançados nos testes oficiais dos laboratórios de simulação para 150 vagões por trem não sejam plenamente sentidos nos trens principalmente quando há um bloco de vagões com o mesmo tipo de válvula mais antigo.
E- Válvulas ABDX / ABDX-L
Este é o tipo de válvula que incorporou todas as melhoras das válvulas anteriores. Foi oficialmente aprovada para serviço irrestrito na metade dos anos 90 e permitiu a formação de trens com mais de 3.000 m de encanamento geral com respostas muito rápida e eficaz. Vem sendo usada desde então com variações que melhoraram a estabilidade de aplicação e alívio. Sua performance foi tão boa que aumentou a velocidade de propagação de 175 m/s para quase 220 m/s, o que a fez aparecer no texto das especificações técnicas de compra de todos os vagões. Observamos a válvula ABDX na figura a seguir.
Figura 8 – Válvula ABDX
Apesar de toda a modernidade desta solução, ela não foi suficiente para impedir que alguns trens longos igualmente formados por vagões longos, ou seja, com grande comprimento de encanamento geral, passassem a apresentar uma ocorrência de aplicação de emergência expontânea. Sempre que estes longos trens desciam um trecho de serra no noroeste americano, a ocorrência se repetia sem uma definição do que fazer oara impedi-la. Foram feitos muitos testes até que se concluiu que a massa de ar comprimido dentro dos tubos do encanamento geral dos vagões longos, se movimentava longitudinalmente alterando por segundos a pressão o suficiente para que as novas ABDX, mais sensíveis que as demais, sentissem a variação repentina e aplicassem emergência no trem de forma expontânea.
Descoberto o motivo, foi então desenvolvida uma variante de projeto destas válvulas específica para ser aplicada a vagões longos com mais de 22,8m de encanamento geral. Esta válvula então foi classidicada como ABDX-L sendo a letra L introduzida para representar vagões LONGOS. Assim, todo e qualquer vagão com mais do que este comprimento de encanamento geral terá obrigatoriamente que receber estas válvulas para evitar a emergência indevida e com ela a possibilidade de acidentes.
F – Válvulas equivalentes
Como todos sabemos, existem hoje no mundo ferroviário deste lado do mundo dois grande fabricantes de componentes para freios. São eles a WABTEC, atual nome da antiga empresa de Westinhouse e também a FREIOS KNORR, oriunda da Europa associada à empresa americana New York Air Brake – NYABCO. Esta última empresa para participar do mercado, começou seu desenvolvimento de válvulas mais confiáveis também nos anos 90 do último século e hoje detém metade do fornecimento destes componentes em iguais condições de qualidade e performance.
Todos os tipos de vávulas que vimos até este momento são originárias da Wabtec, sendo que a Knorr fabrica e fornece as válvulas DB60, apresentada na figura abaixo, a qual é equivalentes ao modelo ABDX e também a versão DB-60L para os vagões longos.
Figura 9 – Válvula DB60
O nome DB60 vem da codificação dos componentes desta válvula. O suporte de encanamentos tem código DB30, a porção de serviço é DB10 e a porção de emergência DB20, devendo estes números usados para a compra de reposição nas oficinas de freio das ferrovias quando das manutenções.
Gostaria de resumir a eficiência das válvulas de freio em um gráfico de tempo necessário para que o último vagão de um trem de 150 vagões perceba a queda de pressão no encanamento geral e aplique freio. Vejam que com o passar do tempo e aprimoramento do projeto, as respostas são sempre mais rápidas tanto em aplicação quanto em alívio e recobrimento do ar no sistema.
Figura relativa ao tempo de aplicação / alívio no vagão 150 de um trem
OBS: Neste gráfico é indicada a válvula EP60, a qual não citamos nestas notas. Estas são válvulas eletrônicas que agora começam a ser usadas em trens nos EUA e Austrália, as quais reduzem a zero os tempos de aplicação e alívio já que o sinal de trabalho não é dado pela queda de pressão no encanamento geral mas sim por meio de um sinal de rádio vindo da cabine do maquinista. Isto reduz imensamente as distâncias de parada dos trens, necessitando os maquinistas de um treinamento específico para conduzir um trem onde elas estejam instaladas. As válvulas eletrônicas serão motivo de uma descrição à parte no futuro.
3- APLICAÇÃO
Normalmente cada vagão recebe apenas uma válvula de freio por conjunto pneumático. Como dissemos, ela é o coração do sistema e sua sensibilidade quanto às variações de pressão controlam o bom funcionamento nas etapas de aplicação e alívio. Pode-se dizer sem receio de enganos que hoje todas as situações operacionais de frenagem podem ser controladas com as válvulas mais modernas.
Também existem vagões chamados de unidades-duais onde uma dupla de vagões é controlada por apenas uma válvula de freio ou mesmo vagões articulados de até 5 unidades. Nestes casos cada grupo de 5 vagões possui 3 válvulas de freio, intercalando sua aplicação sobre as sapatas dos truques compartilhados e mantendo a segurança operacional do trem.
1- GERAL:
Até o final dos anos 60 havia uma multiplicidade de classificações de numerações das frotas de vagões das ferrovias brasileiras. Cada uma delas tinha uma forma de codificar cada tipo de vagão em seus sistemas operacional e de manutenção, já adaptada à forma de trabalho na formação e documentação dos trens, nos períodos de manutenção, além do complicado intercâmbio entre as estradas de ferro, gerando muita confusão e transtornos.
Com a formação da RFFSA em 1957 e da FEPASA em 1971, criando dois grandes sistemas, a mencionada diferença de classificação da frota algumas vezes causava o despacho de algum vagão para uma estação indevida ou a liberação de cargas para clientes que não as haviam solicitado. Enfim, as diferenças indicavam que algo deveria ser feito para corrigir o rumo das coisa. Também muito importante lembrar que o uso de computadores, mesmo ainda de forma rústica, pressionava para um modelo que fosse prático e fácil de controlar.
Junto com RFFSA e FEPASA, a Cia Vale do Rio Doce, hoje apenas VALE, também possuia muitos vagões de bitola métrica na Estrada de Ferro Vitória a Minas – EFVM, os quais acabavam entrando nos sistemas das duas novas empresas estatais, com considerações técnicas distintas para o intercâmbio. Como os limites de desgaste e utilização ainda não haviam sido discutidos, o atraso causado quando um vagão de uma operadora “estrangeira” fosse encontrado em um trem de outra, era significativo.
Para começar a acertar estes problemas, era preciso criar um sistema de classificação eficiente e comum a todas as ferrovias, podendo ser introduzido sem conflito nos iniciais computadores. Assim, foi estudado um sistema de classificação que priorizasse os tipos básicos de vagões e que apresentasse suas particularidades comuns a todas. O projeto pioneiro foi denominado de SIGO (Sistema Integrado de Gerenciamento Operacional).
A introdução do SIGO por volta de 1978, gerou a formação de grupos de trabalho que se empenharam na criação de uma classificação que seria obrigatória de uso por todos, já que este era o grande objetivo, ou seja a criação de uma padronização da frota. Era comum de se encontrar nas estações e pátios, grupos de pessoas com escadas, latas de tinta e folhas de controle para sistematicamente trocar a numeração de cada ferrovia por aquele definido e normatizado pela ABNT(Associação Brasileira de Normas Técnicas). Hoje após várias atualizaçôes, o documento que mostra esta classificação comum, é a norma brasileira NBR-11691, a qual serviu de base para estas notas de esclarecimento.
2- CODIFICAÇÃO DEFINIDA:
Abaixo podemos ver a Figura 1, onde está o fundamento da classificação definida pelos técnicos ferroviários e que mantem-se válida até hoje.
OBS: Para vagões de serviço interno das ferrovias e que não geram remuneração aos seus proprietários, terão sempre a letra N para X2, independento do tipo básico definido (ex. TN, GN, FN, HN, PN).
Vamos então comentar cada bloco do esquema de classificação para auxiliar a todos que quiserem entendê-lo e utilizá-lo.
3- BLOCO DE LETRAS (X1, X2 E X3):
O grupo de letras X1 e X2 nos mostra o tipo básico de vagão e suas características funcionais mais marcantes. Já o grupo X3 apresenta uma forma de aliar a bitola do vagão com seu Peso Bruto Máximo (PBM) sobre os trilhos, o qual será mostrado na Tabela 1. Resolvemos indicar primeiramente os números do grupo X3, já que cada tipo básico terá várias características.
3.1- VAGÕES CABUSE:
3.2- VAGÕES FECHADOS:
3.3- VAGÕES GÔNDOLAS:
3.4- VAGÕES HOPPER:
3.5- VAGÕES PLATAFORMA:
3.6- VAGÕES TANQUES:
Verifique que para decifrar a sigla de determinado vagão, será necessário ter todos os caracteres reunidos como no exemplo abaixo:
FHD-636.744-5
F: Vagão tipo Fechado
H: Dotado de escotilhas e tremonhas
D: 80.000 kg de PBM na bitola 1,00m
Proprietário original: RFFSA (numeração iniciando com o número 6)
Quando da oficialização da norma brasileira e sua aplicação em todas as ferrovias, existiam ainda algumas siglas de tipos de vagões que não são mais vistos em nosso dia a dia dos trilhos como os Vagões Gaiolas para transporte de animais, os quais tinham a letra A para designar o seu tipo. Outro tipo que existia e que infelizmente caiu em desuso foram os Vagões Isotérmicos que tinham a letra I. Estes vagões acabaram sendo incorporados à classificação dos vagões Fechados, como hoje ocorre em outros países como nos EUA.
4- BLOCO DE ALGARISMOS (X4, X5, X6, X7, X8 e X9):
O Bloco de algarismos, o qual reúne estas indicações, é estabelecido em nível nacional como mencionamos, observando-se alguns detalhes importantes:
a. Proprietários diferentes terão obrigatoriamente códigos diferentes;
b. O número de série específico de cada proprietário é estabelecido pela ANTT através do DNIT e é uma determinação legal;
c. Cada vagão tem apenas um número de série, não podendo ser utilizado por outro vagão, mesmo que o primeiro tenha sido baixado do sistema.
Antigamente quando a codificação entrou em funcionamento, como só existissem 3 grandes sistemas ferroviários no Brasil, estes grupos de números indicavam apenas quatro possibilidades de propriedade:
000.001 a 99.999: Frotas particulares
100.000 a 299.999: VALE
300.000 a 599.999: FEPASA
600.000 a 999.999: RFFSA
Hoje, em função das novas ferrovias criadas com o desmembramento das anteriores após o processo de privatização, novos grupos numéricos vem sendo estudados pelo DNIT para a marcação dos vagões. Tentamos obter a classificação atualizada mas não foi possivel até a data de publicação deste material. Ainda é possivel encontrar vagões com numeração conforme acima em meio aos atuais. Isto se deve ao fato de que as frotas existentes quando da privatização foram concedidas e não vendidas, sendo ainda um patrimônio a ser usado, mantido e devolvido caso ao final do período de concessão, a ferrovia for devolvida à união. No entanto, esta possibilidade vem sendo reduzida pois recentemente foi dada pelo governo concedente uma autorização às concessionárias para baixa dos vagões acidentados sem condição de recuperação ou em péssimo estado de conservação, cujo valor de manutenção estivesse acima de uma porcentagem de seu valor patrimonial.
5. DÍGITO VERIFICADOR:
O dígito verificador foi introduzido para permitir ao sistema criar uma identificação em caso de digitação incorreta da numeração (X4 a X9) do vagão. Ele é calculado pelo computador com base nesta mesma numeração.
Exemplificaremos a aplicação do dígito verificador na checagem do vagão TNB- 639.712 – 3, tanque não remunerado pertencente à antiga RFFSA 16 com PBM de 64 toneladas e bitola métrica, como visto na Tabela 1.
Primeiramente precisamos separar a parte central do código que é o número 639.712, corespondente de propriedade e aplicar sobre uma dequência de multiplicações que se inicia com o número 7, depois o número 6 e assim sucessivamente. Trabalhando então desta forma, teremos:
6 x 7 = 42
3 x 6 = 18
9 x 5 = 45
7 x 4 = 28
1 x 3 = 3
2 x 2 = 4
Somando todos estes valores, iremos encontrar o número 140. Este número deve ser dividido por 11 o que dará por resto o número 8.
O Dígito Verificador deste vagão, o qual o computador calculará para evitar duplicidade ou troca, será o resultado de 11 – 8 = 3.
Desta forma, toda esta conta é feita para comprovar que o vagão TNB – 639.712 tem o dígito verificador igual a 3.
Esta sequência é válida para o cálculo de todos os DV para vagões. Para os carros de passageiros e locomotivas que apresentam apenas 4 números, a dica é aplicar os números 09 no início da numeração e calcular normalmente o DV. OK?
Como foi mencionado, todo este trabalho foi desenvolvido por engenheiros e técnicos brasileiros e funciona tão bem que até representantes da AAR-EUA, estiveram no Brasil para entender e checar a viabilidade de aplicação nos EUA, o que acabou por não ocorrer em função da quantidade de material rodante existente por lá e já comprometido com os sistemas existentes.
1- GERAL:
Um assunto sempre recorrente quando se fala sobre os custos de manutenção das ferrovias, é a usinagem das rodas dos truques. Cada vez que uma roda precisa ser usinada, gera perdas significativas para o proprietário do vagão pois o mesmo precisará ser paralisado e o respectivo rodeiro removido do truque para ser direcionado à Casa de Rodas da oficina e quem já teve a oportunidade de ver uma linha de rodeiros com necessidade de usinagem, sabe avaliar tempo e recurso a serem consumidos no trabalho de sua adequação até ter condições técnicas de retorno ao serviço regular.
Nos truques chamados de convencionais, os quais são aqueles com tecnologia mais antiga como os Ride Control e Barber S2A, a inscrição ainda não era uma preocupação significativa. Nesta condição, o truque sai de seu esquadro nas curvas (warping), levando o rodeiro a se inscrever atacando os trilhos e com isso causando desgastes significativos nos frisos das rodas, como já foi aqui descrito nos posts sobre funcionamento dos truques ferroviários, para os quais eu recomendo leitura.
Na Figura 1 abaixo, vemos um esquema de inscrição de um truque convencional, mostrando em visualização ampliada a distorção da estrutura e o ataque dos rodeiros com a consequante região de desgaste dos frisos das rodas.
Como se observa, o contato dos frisos das rodas com os trilhos ocorre de forma diagonal e como normalmente os vagões circulam em ambas as direções, o efeito de desgaste acaba sendo verificado em todas as rodas do truque, gerando então a necessidade de reperfilamento ou usinagem em tornos de rodeiro.
Não vamos abordar agora o que pode ser conseguido de melhora na inscrição por meio dos truques radiais pois como dissemos, este tema já foi apresentado em posts anteriores e não é o objetivo específico deste trabalho mas sim mostrar o funcionamento do calibre FINGER, muito conhecido nas ferrovias por sua praticidade de uso e informação do nível de usinagem a ser considerado para recompor o friso de desenho das rodas.
Visualizando na Figura 2 a seguir, o desgaste que ocorre sobre as rodas no seu contato com os trilhos, notamos que o friso se torna fino e alto enquanto que as pistas perdem sua inclinação básica de 1:20, fundamental para que o rodeiro se estabilize em circulação pela compensação de diãmetros. Com os frisos finos e as pistas mais cilíndricas, os efeitos sobre a circulaçao são péssimos pois geram não só mais desgaste como também maior perigo de descarrilamento pois o contato fica totalmente descompensado. Deve-se evitar ao máximo circular com os frisos finos nas rodas, já que isto pode inclusive forçar a entrada de um dos truques corretamente em um AMV enquanto que o outro pode entrar na via desviada por trás da ponta da agulha, ocasionando tombamento e grandes danos ao trem e à via permanente.
Olhando com mais detalhes a Figura 2 acima, facilmente se confirma que a quantidade de material a remover para restaurar as dimensões do friso original é muito grande, fato que se torna ainda mais relevante quando falamos do rodeiro montado. Neste caso, mesmo que tenhamos as duas rodas com perfis desgastados de forma desigual, seremos obrigados a usinar a roda “melhor” tomando as condições necessárias para restaurar a roda “pior”, ou seja, teremos que remover material da roda “melhor” sem necessidade, para podermos equalizar os diâmetros de ambas as rodas, evitando assim que o rodeiro se movimente transversalmente e fique fora de seu centro geométrico, gerando em consequência uma força lateral da roda contra o trilho, a qual poderá levar a roda a “escalar” o boleto e a descarrilar.
2- O CALIBRE FINGER:
Tendo ficado clara esta posição, vamos então estudar a aplicação do calibre FINGER na Casa de Rodas, começando por analisar sua forma básica e bem conhecida dos ferroviários:
Como citamos, este calibre conhecido pelo apelido de FINGER, tem esta designação em função pequeno braço articulado montado em sua parte superior. Com este dispositivo, pode-se determinar diretamente o total de material a ser usinado nas rodas de um rodeiro montado para a operação de usinagem de reperfilamento, visando recuperar o friso e restaurar a inclinação básica de 1:20 existente nas pistas de rolamento. Antes de discrevermos seu funcionamento, precisamos ter em mente alguns pontos fundamentais a saber:
A- Os diâmetros de ambas as rodas de um mesmo rodeiro precisam ser iguais, para evitar deslocamentos transversais em serviço;
B- É preciso ter em mãos a definição do tipo de friso que será restaurado, largo ou estreito, já que o braço Finger possui as dimensões específicas para os frisos de cada tipo (estreito – NF e largo – WF);
C- Conhecer perfeitamente os limites de rejeito de espessura de bandagem das roda, para identificar com precisão quais poderão ou não, ser usinadas antes que tal limite dimensional mínimo seja atingido. No caso de vagões, teremos 19mm (3/4″) para rodas de 30″e 33″ e 22mm (7/8″) para rodas de 28″, 36″e 38″.
OBS: Para os carros de passageiro a bandagem mínima deve ser de 25mm (1″).
3- APLICAÇÃO:
Vamos então buscar descrever de forma resumida e direta a plicação do calibre FINGER em um rodeiro separado para usinagem, indicado conforme a Figura 3, abaixo, considerando uma roda que use friso estreito (NF):
OBS: Importante salientar que este calibre, assim como vários outros usados nas oficinas das nossas ferrovias, foram criados e normatizados pela AAR sendo portanto definidos em unidades inglesas de16 ávos de polegada.
O Ponto “E” define o local onde o calibre toca na face interna da roda. A região do calibre entre os Pontos “A” e “E” deve estar totalmente encostada na superfície e sempre na posição vertical, com o Ponto “B” tocando a pista de rolamento da roda. Mova então o Ponto “C”, que é a ponta do braço Finger, até que este toque o friso desgastado para que se possa fazer uma leitura direta.
Com o calibre aplicado nesta condição, vamos ler o valor indicado na marca do Ponto “D”, que no caso de nosso exemplo indica 8/16 ” já que a intercessão na marca 0 do calibre mostra o número 8. Agora, é fundamental saber se teremos material suficiente para usinar a bandagem para podermos recompor o friso estreito das rodas e para isso devemos ler o valor indicado no Ponto “E”, o qual nos indica 25 / 16″. Subtraindo-se da bandagem de 25/16″ o valor medido de 8/16″, verificamos que a roda APÓS usinada terá uma bandagem de 17/16″, ou seja ainda estará acima do limite de rejeito de 3/4″ nostrado em vermelho na imagem do calibre. Perguntamos: Mas como ficará a roda “irmã” montada no mesmo rodeiro e que teve um desgaste menor que a roda que acabamos de medir?
Para responder a esta pergunta, devemos repetir a mesmo operação para a roda de menor desgaste para verificar o valor final. Certamente o valor a remover será menor do que aquele encontrado para a roda mais desgastada, o que nos obrigará porém, a usinar esta roda menos desgastada no mesmo valor encontrado para a roda mais desgastada. Veja por favor, a tabela abaixo para demonstrar este fato.
Assim, notamos que apesar da roda menos desgastada necessitar de apenas 3/16″ de material a remover para restaurar seu friso original, ela terá que obrigatóriamente ser usinada com os mesmos 8/16″ da roda mais desgastada para não causar problemas de descentralização do rodeiro e instabilidade na circulação em tangente ou na inscrição nas curvas. A perda de material é inevitável para gerar uma condição de equilíbrio para a operação ferroviária.
O calibre FINGER é muito útil e deve sempre ser mantido aferido para as rodas que forem usadas no material rodante da ferrovia. Este instrumento é válido e pode ser aplicado para rodas de 1 vida (1W), 2 vidas (2W) e múltipla vida (MW) de rodeiros de qualquer tipo de truque.
Voltamos a mencionar de forma enfática que os custos devidos à usinagem das rodas, principalmente aquela realizada nas rodas menos desgastadas, pode ser minimizado com a aplicação dos truques de projeto radial, gerando grandes ganhos para as ferrovias pelo pequeno contato de frisos com os trilhos. As estratégias de manutenção podem ser então otimizadas para a usinagem de recuperação, concentrando-se apenas nas pistas para corrigir o desgaste de contato conhecido como cava (hollow) e que não necessita da remoção de tanto material já que os frisos estarão preservados. A aplicação do calibre específico para o controle da cava, será objeto de um dos nssos próximos posts.
1- A HISTÓRIA
O imenso volume de mercadorias que era transportado pelas ferrovias da América do Norte na primeira metade do século passado, mais precisamente entre os anos de 1930 e 1940, vinha impondo aos fabricantes e ferrovias um novo conceito estrutural que orientaria o projeto dos vagões. Estavamos ainda muito ligados às soluções que utilizavam a madeira em todos conjuntos por sua facilidade de trabalho e adaptação, além é claro da abundância com que era encontrada. Porém, sua resistência limitada perante o aço, aumentava muito os custos de manutenção já que as forças e cargas impostas aos vagões quando em operação sempre foram muito altas gerando em consequência danos igualmente significativos.
Como a demanda era crescente, novos modelos precisavam ser desenvolvidos para carregar mais carga útil por eixo e possuir uma tara não muito alta comparada com aquela dos vagões com parte da estrutura em madeira. Os aspectos construtivos caminhavam rapidamente sendo a solda o grande item tecnológico que levava aos fabricantes de vagões a responsabilidade de oferecerem ao mercado produtos mais duráveis, mais leves e com a capacidade de carga necessária para garantir o funcionamento da ferrovia.
No caso de vagões providos de cobertura como os fechados, uma nova capacidade cúbica puxou o comprimento e a altura da seção transversal para valores nos limites dos gabaritos de passagem das ferrovias, ficando restrita apenas a largura total. Todo o sistema precisava crescer e crescer rapidamente (que inveja!!).
Com este pensamento, vamos direcionar nossa conversa para um tipo emblemático de projeto que representou toda esta evolução tecnológica na Engenharia Ferroviária. Falo aqui do vagão Fechado de 40 pés (Box 40′) de comprimento e construção 100% metálica, mostrado na Figura 1, abaixo:
Figura 1 – Vista geral de um vagão fechado de 40 pés
Um exemplo de como este projeto deu certo e se mostrou tão eficiente foi sua produção inicial até o final dos anos 30:
Quantidade Ano de Fabricação
8.900 vgs 1935
18.400 vgs 1936
21.800 vgs 1937
11.600 vgs 1938
25.900 vgs 1939
Um verdadeiro recorde para a época, gerando milhares de empregos diretos, até que o flagelo da 2a Guerra Mundial atingisse a humanidade e interrompesse por algum tempo este ciclo de sucesso. A incrivel quantidade de 750.000 vagões em números redondos somente deste projeto entrou em serviço nos EUA, Canadá e México até que a natural evolução tecnológia os foi substituindo para modelos sempre de maior capacidade e especialização. Usamos este termo já que os Box 40′ foram sendo incrementados com detalhes construtivos que permitiram seu uso em trabalhos específicos como o transporte de automóveis acabados que eram incivelmente carregados pelas portas laterais, em uma variação de projeto que as ampliou no vão útil.
2- A TÉCNICA
Os vagões fechados são o primeiro grande grupo de projeto do material rodante ferroviário. Pode-se dizer que foram os primeiros tipos que as ferrrovias de carga utilizaram para se consolidarem no mercado como a revolução do transporte no mundo. Isto se deve ao fato de que no início tudo era transportado neles, principalmente as mercadorias e bens que necessitavam de proteção contra as intempéries.
Seu projeto básico sempre consistiu de um estrado onde nas extremidades estão montados os engates e sistemas de amortecimento, paredes laterais com portas de correr, cabeceiras reforçadas e coberturas bastante resistentes, principalmente nos países onde existe a ocorrência de neve durante o inverno, já que esta gera uma sobre-carga significativa.
Até o desenvolvimento deste modelo revolucionário, como dissemos acima, a madeira dominava as ações mas limitava a capacidade e por isso, os principais fabricantes norte americanos se empenharam em projetar suas próprias soluções para o famoso box 40′, cada um deles oferecendo mais vantagens que os outros e tentando seduzir as ferrovias a dar prioridade na aquisição de seus modelos. Assim, empresas famosas como a American, Car and Foundry – ACF e a Pulmann Standard – PS, ficaram mundialmente conhecidas por vendas feitas fora dos EUA e por influenciarem fabricantes ao redor do mundo com seu projeto vencedor. Inclusive muitas unidades foram exportadas, sendo uma das mais conhecidas a encomenda de 600 vagões feita pela E F Santos a Jundiaí junto à PS, vendidos desmontados para serem terminados, pintados e testados nas oficinas da Lapa em São Paulo.
As conhecidas ferrovias Pennsylvania, Santa Fé e Union Pacific, por possuirem oficinas em várias cidades ferroviárias, construiram também suas próprias unidades aumentando ainda mais a velocidade de entrada em serviço dos novos modelos. Afinal, “Tempo é Dinheiro” e nossos irmãos norte americanos levam este ditado sempre muito a sério.
Veja na Figura 2, anexo um desenho técnico destes vagões com suas dimensões principais definidas e até de certa forma padronizadas para este projeto. As variações ficaram ligadas à criatividade dos fabricantes que aplicaram perfis de espessuras e formas ligeiramente diferentes entre si, para difundir sua própria eficência ligada à resistência e peso final da estrutura.
Figura 2 – Desenho Técnico da estrutura e seus componentes
3- O PROJETO DAS CAIXAS
Observando este projeto diferenciado para sua época, podemos verificar alguns pontos muito importantes e que geraram extremos benefícios à indústria, às ferrovias e aos fabricantes de vagões. Era necessário tem muitas unidades construídos em um tempo não muito longo pois a economia assim o exigia. Então, podemos destacar analisando o esquema da Figura 2, que:
A- Aplicação de perfis do tipo Z e CZ que foram laminados pelas siderúrgicas especialmente para vagões, possuindo dimensões com espessuras variáveis e especialmente definidas em função dos esforços longitudinais de tração e comprssão, sempre muito elevados na operação ferroviária. Com eles, bastava uma realizar uma solda contínua na parte superior para ter praticamente a longarina central pronta. Na Figura 3, vemos o esquema destes perfis mostrando nas linas pontilhadas como ficaria a longarina concluída. Muito rápido e resistente!
Figura 3 – Perfil CZ13 laminado para longarina central
B- Todos os demais componentes do estrado, também foram projetados tendo como base a praticidade dos perfis U e Z de seção transversal menor mas dentro da faixa comercializada normalmente. Isto reduzia muito a mão de obra de fabricação das peças, sem a necessidade de dobras e soldas adicionais. Bastava cortar no comprimento certo e furar as abas onde seriam fixadas por parafusos as partes do assoalho de madeira em encaixe macho-fêmea. Como salientamos tudo na linha do rápido e eficiente na fabricação.
C- Paredes laterais em chapas lisas de aço com 2,5mm de espessura seguiam a mesma linha de projeto, sendo fixadas por rebites a quente em grandes dispositivos planos. Muitos funcionários das fábricas de vagões acabaram por ficar surdos em função da quantidade de rebites por lateral e pelo ambiente fabril onde vários dispositivos eram usados simultaneamente. O barulho era incrivelmente alto em uma época em que não havia muita preocupação com a qualidade de vida dos montadores. Mesmo no Brasil, várias fábricas segiram a mesma linha na fabricação de vagões fachados, antes da solda ocupar o lugar de destaque tecnológico que mais tarde se consolidou. O revestimento das paredes laterais era do mesmo tipo do assoalho, ou seja, tábuas de madeira encaixadas umas às outras e presas por parafusos a barrotes montados nos montantes verticais em forma de Z (veja detalhes na Figura 2). A necessidade de transportar tudo que fosse possivel nestes vagões, direcionava para um acabamento interno liso e sem qualquer possibilidade de cantos vivos que pudessem danificar cargas como produtos ensacados, bastante movimentados por força braçal.
D- Outro aspecto interessante do projeto dos Box 40′ eram as coberturas e cabeceiras em aço estampados. Chapas de aço, como ocorria nas laterais eram conformadas a frio em seções de comprimento padronizado e fixadas entre si e no quadro geral de contorno formado por perfis L, igualmente por pequenos rebites a quente, aumentando ainda mais o ruído nas linhas de produção. Conta-se que os primeiros protetores auriculares, formados por peças de pano e algodão, foram desenvolvidos pelos próprios funcionários para tentar reduzir sem muito sucesso, o barulho realmente ensurdecedor. As cabeceiras como mostrado na Figura 4, também eram estampadas e previamente montadas para depois serem levadas ao estágio de fechamento da caixa, possuindo também o mesmo tipo de revestimento interno.
No Brasil a Fábrica Nacional de Vagões – FNV, localizada em Cruzeiro-SP, foi a grande empreendedora na fabricação de peças estampadas para cabeceiras, coberturas, portas e até de chapas para as paredes laterais, já que investia em prensas com capacidade de 3.000t e 5.000t para atender nos anos 60 o início de sua diversificação para a fabricação de longarinas para caminhões e ônibus. Estas prensas foram responsáveis por muitos vagões fabricados com o mesmo conceito estrutural aqui descrito, os quais consolidaram o nome da FNV como um dos grande fabricantes de vagões nacionais.
Figura 4 – Cabeceira estampada
E- As portas laterais tinham um vão útil de 1.828mm (6′-0″) o qual era o padrão dos vagões fechados de então. Apesar de não serem valores muito grandes tanto para largura quanto para altura, eram suficientes para permitir carga e descarga dos produtos que, como dissemos, eram dos mais variados tipos como ensacados, engradados, itens soltos, etc, sempre acondicionados pela ação da mão de obra direta do homem, com raras oportunidades nas quais se utilizava algum equipamento de auxílio. Sua estrutura seguia o mesmo tipo dos demais componentes “modernos” e estampados para aumentar sua resistência sem acrescentar peso ao conjunto que era apoiado em trilhos superiores por meio de roldanas e guiado nos trilhos inferiores. As portas eram os itens que mais transtornos causavam à manutenção dos vagões fechados, gerando muitas solicitações de reparo principalmente para alinhamento dos trilhos e destravamento das roldanas, que impediam a abertura da porta nos terminais.
F- Ainda falando nas coberturas, elas tinham passadiços longitudinais em madeira ou chapas estampadas para uso de funcionários e manobreiros. Estes últimos, eram grandes frequentadores das coberturas pela necessidade de passagem entre vagões, inclusive porque era usual a instalação dos volantes do freio manual no alto das cabeceiras, onde também estavam montados os retentores de controle de alívio, que já foram motivo de um post que coloquei neste site. As Figuras 2 e 4 mostram detalhes.
4- O SISTEMA DE FREIO A AR
Os Box 40′ já nasceram equipados com a “nova” válvula AB que foi desenvolvida em 1934 como uma evolução significativa ao sistema K, também conhecido como válvula tríplice. As válvulas AB traziam grande avanço em termos de tempos de aplicação e alívio do freio pneumático, sendo portanto mais eficientes e seguras que as anteriores. A genialidade de George Westinghouse iniciava sua perpetuação na área ferroviária pois hoje conhecemos uma série de outras válvulas derivadas da AB e que permitem que os longos e pesados trens circulem com segurança.
Um fato interessante quando do desenvolvimento do projeto de freio destes vagões foi que quando do início de sua produção em massa, ainda não estavam disponíveis no mercado os ajustadores automáticos de folga, componentes fundamentais para garantir uma boa condição de frenagem estando as sapatas de freio com qualquer espessura. Os ajustadores automáticos compensam a perda de material por atrito das sapatas de freio, mantendo sempre uma distância entre sapata e a roda, evitando desta forma que cada vez que o cilindro de freio fosse acionado, a timoneria se movimentaria cada vez mais para frente, aumentando a câmara dentro do cilindro, reduzindo a pressão interna e consequentemente a força com que a sua haste empurraria as alavancas do sistema. Assim, os ajustadores vão diminuindo de tamanho conforme o desgaste das sapatas vai se dando, acionado por um sistema interno que trabalha com superficies rosqueadas à direita e à esquerda. Quanto mais desgaste, mais movimento e mais encolhimento do ajustador.
Na Figura 5, a seguir, vemos o esquema de freio desenvolvido para os Box 40′, estando assinalado o local onde se colocava uma chapa perfurada, a qual era usada pelos mecânicos de manutenção que nos pátios, observavam o desgaste das sapatas e o curso do cilindro. Caso o curso estivesse muito grande para uma mesma pressão de ar e as sapatas estivessem abaixo da metade de sua espessura, o ponto fixo da timoneria era alterado, ajustando novamente o curso para sua dimensão de projeto e com isso a força de frenagem adequada. No futuro iremos divulgar um post exclusivo que mostra o trabalho dos ajustadores automáticos de folga e como eles trabalham nas timonerias de freio, esclarecendo qualquer dúvida que aqui tenha permanecido.
Figura 5 – Esquema de freio com indicação da chapa de regulagem
Outras características interessantes ficam por conta do reservatório de ar fundido e com divisória central montada por parafusos. Estes reservatórios ainda existem em muitos vagões hoje em dia por possuirem uma enorme resistência inclusive a acidentes. Este projeto também popularizou a aplicação dos cilindros de freio com diâmetro de 254mm (10″) e comprimento de 305mm (12″) que é padrão no Brasil para praticamente todos os tipos de vagões existentes e também para as novas unidades fabricadas.
5- OS ENGATES TIPO E
Como dissemos no início destas notas, tudo neste projeto foi emblemático e significou uma revolução na forma de projetar e fabricar vagões nos EUA. Era um tempo de mudança de muitos materiais e até de conceitos na ferrovia. Com o sistema de choque e tração, a evolução / padronização também continuou para os Box 40′ com o emprego de engates do tipo E. Mas o que significa tipo E? Esta é uma pergunta que se tornou recorrente quando participo de conversas sobre a evolução do projeto de vagões, a qual vou procurar explorar mais um pouco nas publicações que farei doravante.
Os engates automáticos do tipo E tiveram este nome definido pelo programa de padronização que foi implantado também nos anos 1930 para que os muitos modelos fossem reunidos em um só. Os fabricantes de engates automáticos, competiam entre si para oferecerem conjuntos com mandíbulas mais fortes ou com desenho que propagava o aumento de resistência contra quebra em serviço. A quantidade de acidentes era enorme e a falta de intercâmbio entre as peças impedia uma rápida solução de manutenção e por isso mesmo criou uma pressão pela fusão dos modelos para facilitar a vida de todos!
Também, o aumento da carga por eixo de 16t para 20t, ampliando o peso total sobre trilhos de 64t para 80t (+25%) causou uma cascata de soluções para que os trens pudessem circular sem interrupções ou fraturas geradas pela mistura de vagões de capacidades variadas. Ocorreram inclusive casos de trens que ao serem formados tinham como primeiro vagão uma unidade de 64t à frente de grande quantidade de vagões de 80t. Muitas vezes quando a locomotiva iniciava a tração do comboio a extremidade da longarina era arrancada até o ponto de conexão com a travessa de assentamento nos truques. Velhos vagões com estrados de aço e caixas em madeira fabricados antes da 2a guerra mundial tiveram que ser literalmente eliminados pois não suportavam mais o crescente trabalho iniciado pelos Box 40′. A Figura 6, nos mostra a configuração do famoso e ainda atual engate tipo E montado e pronto a ser usado para a formação de um trem.
Figura 6 – Engate tipo E em sua configuração padrão
Os engates tipo E tinham hastes mais resistentes que os anteriores do tipo D, exatamente em função do peso e das cargas oriundas da operação dos trens de maior capacidade. A seção transversal de um engate representa aquela área logo após sua cabeça e que é submetida à tração e à compressão. Para os engates tipo E, também as chavetas de ligação com o sistema de amortecimento formado pelas braçadeiras e aparelhos de choque seguiu a linha de incremento de resistência. Enquanto que nos engates tipo D os limites de tensão de escoamento e de ruptura eram respectivamente 160t e 200t, nos engates do tipo E estes valores subiram para 200t e 360t, com excelentes resultados operacionais até hoje.
6- OS TRUQUES
Falando agora de truques, o início de vida dos novos vagões Box 40′ foi rodando sobre truques de vários modelos diferentes, porém já com projeto definido para 20t por eixo. Ainda reinavam soberanos os mancais de fricção chamados de caixas quentes e que usavam buchas de tecido trançado, chamadas de bonecas, embebidas em óleo e graxa, montadas nas caixas integrais existentes nas estruturas laterais.
A partir dos anos 1940 foram projetados e fabricados os primeiros truques com amortecimento feito por cunhas de fricção, tipo Ride Control e Barber e que acabaram dividindo o espaço com os Bettendorf e Dalman ainda sem este sistema. Lembremos que quando a tração a vapor era maioria ainda se fazia possivel utilizar truques sem amortecimento em função do limite de velocidade na oportunidade. Porém, com o aumento da carga por eixo e do tamanho dos trens, a velocidade tinha que necessariamente acompanhar a mesma tendência, fazendo com que a estabilidade lateral se tornasse mandatória contra os acidentes e descarrilamentos. Vemos na Figura 7, a imagem de um truque Ride Control com fundidos melhor acabados e de seção fechada se comparada com aquela anterior em forma de T. A seção fechada é muto superior em termos segurança e resistência.
Figura 7 – Truque Ride Control com mancais de bronze
Outros detalhes importantes destes truques eram os triângulos de freio suspensos, muito comuns aqui no Brasil nas ferrovias mais antigas e anteriores à RFFSA e FEPASA, bem como os conjuntos de molas helicoidais da suspensão as quais se mantinham com alta rigidez à compressão. Novamente a velocidade foi mandatória para a modernização dos truques, sendo então criadas molas com menor rigidez e que permitiam uma melhor flexibilidade da suspensão pois as novas peças já tinham maior altura livre. Começava lentamente a análise dinâmica na Engenharia Ferroviária.
As muitas rodas de ferro fundido coquilhado, normais neste período, foram sendo substituídas pelas rodas de aço forjado e aço fundido. As condições de frenagem conduziam a forças elevadas sobre elas que acabavam se fragilizando com os efeitos térmicos que geravam trincas e fraturas em serviço. Como sempre ressalto, tudo neste projeto foi reavaliado para suportar as mudanças operacionais.
8 – NO BRASIL
Aqui no Brasil, a influência gerada com o projeto revolucionário dos Box 40′ foi estudada e efetivamente aplicada em vários projetos desenvolvidos pelos fabricantes locais. Todas as fábricas de vagões como Santa Matilde, Mafersa, Cobrasma, FNV e CCC, seguiram em seus desenhos os detalhes e dicas que muitas vezes tiveram que ser adaptadas para soluções próprias já que a maioria dos perfis produzidos nos EUA especificamente para a área ferroviária, não tiveram aqui a mesma força.
Ferrovias de peso como a E.F. Central do Brasil fizeram compras de vagões fechados para suas duas bitolas e que foram baseados no projeto dos Box 40′, como demonstrado nas Figuras 8 e 9, a seguir:
Figura 8 – Vagão Fechado FRC, bitola 1,00m e fabricado pela Mafersa nos anos de 1960
Figura 9 – Vagão Fechado tipo FRR, bitola 1,60m e fabricado pela FNV nos anos de 1950
Agora vemos na Figura 10, já com marcação da RFFSA, o que mencionei no item 2 destas notas com referência aos vagões do mesmo projeto vencedor, neste caso fabricados pela Pullmann para a bitola de 1,60m da E.F. Santos a Jundiaí, montados nas oficinas da Lapa-SP.
Figura 10 – Vagão Fechado FRR, bitola 1,60m e fabricado pela Pullmann no início dos anos de 1960
Fico à disposição para esclarecer qualquer dúvida sobre o projeto dos Box 40′ ou de seus componente, através do contato citado aqui no site. ë uma oportunidade de conhecer melhor este projeto emblemático e que como citamos, modificou a forma de projeto e fabricação nos EUA, alavancando toda uma linha de raciocínio que se extendeu aos demais tipos de vagões. Fiquem à vontade!!
Continuando com o tema da inscrição do material ferroviário em curvas horizontais, vamos então colocar em prática todos os conceitos, fórmulas e valores, calculando o raio mínimo de um vagão bem específico em função de suas grandes dimensões. A seguir vemos os dados do vagão escolhido:
Classificação ABNT: FRT
Tipo: Fechado com revestimento interno para proteção da carga
Proprietário / ferrovia: CONRAIL – USA, atual CSX
Carga transportada: Grandes volumes com baixo peso
Peso bruto máximo: 120.000 kg
Capacidade: 71.500 kg
Tara: 48.500 kg
Foto:
Escolhemos este vagão por seu comprimento e sistema de choque e tração muito particulares. É um vagão provido de engates tipo E68, ou seja, com cabeça E e cauda F, de 1.092mm (43”) de comprimento.
Separemos as características de cada vagão a ser usado, lembrando que usaremos dimensões inglesas, as quais seguirão o texto do procedimento apresentado, sendo posteriormente convertidas. Também, que na localização de inscrição, o FRT deve estar primeiramente considerado na tangente (índice 1) e depois na curva (índice 2):
Dimensões a considerar FRT AAR
½ faces de tração = B 44,29 pés 22,32 pés
½ entre faces de tração = D 32,81 pés 15,56 pés
Distância do prato ao espelho 11,48 pés 5,46 pés
Tipo de engate AAR E68 E60
Indicados estes valores dos vagões completos, vamos checar as dimensões de cada sistema de choque e tração:
Comprimento da haste 31” (2,58 pés) 21,50” (1,79 pés)
Como neste caso temos uma ligação feita por um engate tipo E60 com outro do tipo E68, o máximo ângulo de contorno a ser considerado será de 13,5° (Tabela 2 – Parte1), já que ambos possuem cabeças do tipo E.
Passemos agora ao cálculo da inscrição propriamente dita:
Condição A: Vagão FRT circulando desengatado de trem ou locomotiva
Comprimento entre truques = 19.000 mm > 14.100 mm
Raio mínimo Ra = 54.860 mm … valor adotado de 55 m
Condição B: Vagão FRT engatado a outro vagão FRT
Comprimento entre faces de tração = 26.800 mm (87,92 pés)
Raio mínimo Rb = 106.680 mm… valor adotado de 107 m
Condição C: Vagão FRT na tangente (índice 1) e vagão AAR na curva (índice 2)
Equações – situação 1 FRT AAR
Y = 0,625 (B/D) + 0,625 1,507 1,522
C = valores Tabela 1 – Parte 1 9,67 3,47
E = Y1 + C1 + Y2 = C2 /12 1,347 1,347
Usando estes valores, teremos:
Rc = (B2)² – (D2)² – E² / 2E
Rc = (22,32)² – (15,56)² – (1,347)² / 2 x 1,347
Rc = 94,43 pés
Rc = 28.780 mm
Verificando então as condições de contorno:
α = θ1 + β – θ2
β = Arcsen (B2 / R + E)
β = Arcsen (22,32 / 94,43 + 1,347)
β = 13,48°
Logo,
α = 13° + 13,48° – 7°
α = 19,48° > 13,50° Ângulo de contorno excedido!!!
Como o ângulo de contorno entre as cabeças dos engates foi excedido, teremos que aplicar as fórmulas da Situação 2 para ver se localmente o engate do vagão que está na tangente, no caso o nosso FRT, não terá seu ângulo de giro individual ultrapassado, portanto forçando a inscrição.
Checando agora o ângulo de giro individual do FRT:
θ1 = θ2 + α – β
β = Arcsen (B2 + L1 / R + E)
β = Arcsen (22,32 + 3,583 / 98,95 + 2,145)
β = 14,85°, logo
θ1 = 7° + 19,48° – 14,85°
θ1 = 11,63° < 13,00° Ângulo de giro individual não excedido!!!
Condição D: Vagão AAR na tangente (índice 1) e vagão FRT na curva (índice2)
Equações – situação 1 FRT AAR
Y = 0,625 (B/D) + 0,625 1,522 1,507
C = valores Tabela 1 – Parte 1 9,67 3,47
E = Y1 + C1 + Y2 = C2 /12 1,347 1,347
Usando estes valores, teremos:
Rd = (B2)² – (D2)² – E² / 2E
Rd = (43,96)² – (31,17)² – (1,347)² / 2 x 1,347
Rd = 356,07 pés
Rd = 108.530 mm… valor adotado de 109 m
Verificando então as condições de contorno:
α = θ1 + β – θ2
β = Arcsen (B2 / R + E)
β = Arcsen (43,96 / 356,07 + 1,347)
β = 7,06°
Logo,
α = 7° + 7,06° – 13°
α = 1,06° < 7° Ângulo de contorno não excedido!!!
Como o ângulo de contorno entre as cabeças dos engates não foi excedido, não será preciso usar as fórmulas da Situação 2.
Resumindo então, todos os valores de raio mínimo calculados:
Vagão desengatado: Ra = 54,86 m 55 m
Vagão engatado a igual: Rb = 106,68 m 107 m
Vagão FRT na tangente: Rc = 30,16 m 30 m
Vagão FRT na curva: Rd = 108,53 m 109 m
Conclusões:
1- O raio mínimo de curva horizontal para que o vagão FRT possa se inscrever sem problemas, será de 109 m;
2- Como os cálculos indicam apenas os limites dimensionais citados para os componentes do sistema de choque e tração, recomenda-se que quando de posse do valor calculado de raio mínimo, tal valor seja aplicado ao projeto do vagão para conferir a abertura total do espelho à direita e à esquerda da linha de centro da viga central;
3- A abertura frontal do espelho é fundamental na definição estrutural da viga central, já que sua parte frontal terá que acompanhar o giro lateral da cabeça do engate, de tal forma que ela não bata no próprio espelho ou mesmo na torneira angular do sistema de freio;
4- As dimensões entre truques e entre faces de tração como vimos, definem o tipo de engate com o correspondente tamanho de haste. Caso todas as condições de cálculo sejam verificadas sem sucesso, o projeto do vagão terá que ser revisto para que se possa usar componentes de choque e tração já homologados;
5- Como as normas AAR são um conjunto de padrões e práticas recomendadas, nossa orientação é para que o engenheiro ferroviário verifique todas as inscrições possíveis de ocorrer, evitando assim surpresas.
Recomendações:
1- Estes cálculos são simples de serem feitos na forma de planilha eletrônica. Sua execução neste formato facilitará os cálculos quando das mudanças dimensionais de posicionamento dos truques;
2- Estude este assunto SEM PRESSA! Faça e refaça tantas vezes quanto necessário!
Uma das grandes dúvidas dos engenheiros ferroviários é o cálculo do raio mínimo de inscrição do material rodante nas curvas da ferrovia. Cada estrada de ferro tem seus perfis longitudinal e vertical derivados de sua implantação nos terrenos de projeto, fazendo com que haja mais ou menos curvas, obras de arte, etc
Desta forma, quando necessitamos especificar locomotivas, vagões ou carros de passageiros, torna-se imprescindível definir suas dimensões limite em função do gabarito e dos raios das curvas. Em resumo, quando calculaos o raio mínimo que um projeto específico possui, o fazemos de fato para comparar com aqueles raios físicos existentes nos trechos concluindo então se nosso veículo poderá circular sem riscos de descarrilamento e para encontrar a dimensão mais adequada e os equipamentos mais indicados para truques e engates.
As formas de cálculo que resumiremos neste e no exemplo do próximo post, são aquelas usadas pelas ferrovias norte-americanas e que são também adotadas no Brasil por similaridade de funcionamento dos trens longos e pesados que utilizamos. Serão considerados aqui somente os raios mínimos das curvas horizontais, os quais provocam o deslocamento dos dois engates acoplados e das estruturas dos vagões em planta, sendo este de fato o motivo do nosso estudo. A norma também prevê o cálculo de raios mínimos verticais mas não os estudaremos por enquanto por serem menos críticos que os horizontais.
De forma geral, sabemos que os modelos de engates para vagões possuem dois tipos básicos de cabeça de acoplamento, E ou F, mas que suas hastes variam em forma e dimensão exatamente para permitir variações nos ângulos laterais nas curvas. O engenheiro ferroviário deve optar pelo modelo mais adequado tecnicamente.
Os espelhos, que são aquelas peças montadas para proteger as extremidades das vigas centrais, seguem a mesma linha dos engates. Podem possuir base de apoio provida ou não de molas e uma abertura compatível com o tipo de haste do engate. Quanto mais longa for a haste do engate, maior a abertura necessária nos espelhos.
Figura 1 – Montagem dos engates tipo EFigura 2 – Montagem dos engates tipo F
Observando-se as duas figuras acima, vemos o máximo ângulo de giro, o qual provoca um deslocamento lateral quando dois engates acoplados entram nas curvas. Tal deslocamento, para efeito de cálculo, deve ser considerado desde o ponto onde a haste do engate se conecta com a braçadeira, também conhecido como ponto de pivotamento até as faces de tração das mandíbulas que são as partes que mantém os dosi engates acoplados.
Na Tabela 1, apresentada na sequência, podemos observar os daods básicos de movimentação lateral para os tipos de engate mais usados aqui no Brasil para vagões. Existem outros tipos mas que não serão abordados para que possamos nos concentrar no que realmente será útil a quem quiser utilizar este conceito de cálculo. Para referência na norma AAR, buscar a Seção C-II item 2.1.4.
Já na Tabela 2, temos o máximo ângulo de contorno entre as linhas de centro de dois engates acoplados. A combinação entre os tipos de engate provoca diferentes ângulos de contorno em função das características da geometria da cabeça, do comprimento da haste e da fixação do engate na braçadeira, se por meio de chaveta ou pino.
Para complementar nosso entendimento relativo ao uso dos valores das duas tabelas mostradas, o engenheiro deverá ao especificar seu vagão, indicar o melhor tipo de engate em função de alguns parâmetros como:
* Tipo de engate existente na frota, se E ou F;
* Perfil longitudinal de sua via permanente, com indicação dos raios de curva;
* Formação de seu trem tipo ou possibilidade de formação dos trens
* Como será feita a operação dos trens (tração apenas frontal, remota, auxílio de cauda, etc).
Vejamos a família de engates mais usados no Brasil, os quais são referenciados nas tabelas e que serão citados em nosso texto e cálculos:
Engates E60: Cabeça E com cauda para chaveta
Engates SE60: Cabeça E com anti-engavetamento e cauda para pino
Engates E68: Cabeça E com cauda para pino
Engates F70: Cabeça F e cauda para pino
Na inscrição de dois vagões em uma curva horizontal, a definição dada para o tipo de sistema de choque e tração será fundamental pois um sistema agirá em relação ao outro, gerando ângulos laterais correspondentes aos deslocamentos individuais de cada um dos engates.
O critério mais importante a considerar quando dois engates estiverem na inscrição em determinada curva, é aquele que indica que os engates acoplados se deslocarão lateralmente em relação à linha de centro de cada viga central e que ando isto ocorrer suas hastes não encostem nas laterias dos espelhos, já que estes determinam a abertuta limite. Caso haja este contato çateral, o vagão menor e com menor abertura de espelho, além de menor tara, poderá ser pressionado pelo vagão maior e mais pesado para fora da via até que as pistas percam contato com o boleto do trilho e o vagão descarrile.
Como o cálculo do raio mínimo provém da norma AAR (Association os American railroads), ele utiliza fórmulas empíricas provenientes de estudose testes práticos que relacionam a posição dos veículos como se um deles estivesse na via tangente (reta) imediatamente anterior à entrada da curva e o outro como se já na curva estivesse.
Sabendo que o comprimento dos vagões pode variar muito em função do produto que eles transportam, a norma estabelece para facilitar nossa análise, a existência de um “vagão base AAR” provido de engates tipo E (E60) com comprimento de haste e dimensões conhecidas e mostradas a seguir. Combinar o vagão específico que estamos querendo checar e cujo raio mínimo precisa ser calculado, com o “vagão base AAR”, será o nosso trabalho na continuidade e no exemplo prático da continuação no próximo post.
Sempre se deve seguir a dias verificações básicas:
A- Estando o “vagão base” na tangente e o novo projeto na curva;
B- Estando o “vagão base” na curva e o novo projeto na tangente.
Em ambas as condições o ângulo de contorno entre as cabeças deve ser checado para sabermos se é ultrapassado em relação aos valores indicados na Tabela 2 que foi apresentada acima.
São as seguintes as dimensões do “vagão base AAR” para os cálculos:
* Comprimento entre faces de tração dos engates: 13.600mm (44,62 pés)
* Comprimento entre espelhos: 12.800mm (42,00 pés)
* Comprimento entre centros de truques: 9.470mm (31,96 pés)
* Distância do pião à face do espelho (over hang): 1.665mm (5.46 pés)
* Folga entre o engate e o espelho: 95mm (0,31 pés)
Fica então a pergunta: EM QUANTAS E QUAIS SITUAÇÕES TEMOS QUE CHECAR A INSCRIÇÃO PARA ENCONTRAR O VALOR DO RAIO MÍNIMO PARA NOSSO VAGÃO ESPECÍFICO? Vamos então citar estas condições de verificação e tentar entender cada uma delas:
I- Vagão circulando desengatado de trem ou locomotiva-
Esta condição pode parecer incomum mas é usada nas manobras de pátios de gravidade muito usados nos EUA, quando os vagões são soltos em rampa e passam por vários AMVs de via diferentes para a formação simultânea de vários trens. Recomendo assistir vídeos no You Tube que tenham no título o termo em Inglês HUMP YARDS, para melhor visualização desta situação. Então, os raios mínimos desta condição são os seguintes:
Porém, como os vagões também circulam engatados nos Hump Yards e estes pátios não formam a maioria dos trechos para manobras ou viagens, igualmente necessário se torna checar os ângulos de contorno dos engates do vagão de projeto e do “vagão base” nas duas situações descritas anteriormente, ou seja, em tangente e curva.
II- Vagão engatado a vagão igual e de mesmo projeto –
A norma indica para esta condição os seguintes valores:
III – Vagão engatado ao “vagão base”, ora em tangente, ora em curva –
Em circulação normal cada valor calculado nestas condições deve ser comparado com os demais valores para se definir o valor oficial do raio mínimo, lembrando que este será aquele que for o maior de todas as verificações.
Vamos então passar a estudar as fórmulas para cálculo de raio mínimo para curvas horizontais, tomando por base alguns preceitos comprovados fisicamente. A condição mais crítica é a inscrição de tangente e curva sem uma compensação de gabarito lateral como aquela encontrada em trechos antigos de nossas ferrovias. Nesta condição, como já mencionamos anteriormente, um dos vagões está na tangente no ponto exato de entrada da curva e o outro, já dentro da curva propriamente dita.
Normalmente o pior caso ocorre quando o vagão mais curto está na tangente, o que não elimina a necessidade de estudar o caso oposto. Assim, dois vagões engatados e ambos equipados com engates tipo F podem apresentar uma condição mais restritiva em termos de ângulo de contorno do que se fossem equipados com engates do tipo E.
Para utilizar as fórmulas de cálculo, os itens com índice (1) devem ser tomados para o vagão que estiver na tangente e os itens com índice (2) para aquele que estiver na curva.
Observemos atentamenteos dois esquemas que se seguem e veremos que os cálculos são baseados em pura geometria e análise angular. O restante é visualizar a movimentação dos vagões para saber se nas condições de inscrição poderá ou não haver um final de giro lateral que possa comprometer a segurança operacional.
Esquema 1 – Dois vagões na inscriçãoEsquema 2 – Detalhe entre os dois engates
Nestes esquemas, retirados da norma AAR, vemos as dimensões e ângulos que são citados nas fórmulas a seguir sendo que o segundo deles é uma ampliação do que ocorre entre os pontos P1 e P2 do primeiro esquema, ou seja, um facilitador de visualização de limites de hastes, folgas e deslocamentos das duas cabeças de engate acoplada.
SITUAÇÃO 1: Raio mínimo determinado pelo ângulo de contorno ALFA.
Fórmulas:
R = (B2)² – (D2)² – E² / 2E Equação 1
E = Y1 + C1 + Y2 + C2 / 12 Equação 1.1
Y = 0,625 (B / D) + 0,625 Equação 1.2
β = Arcsen (B2 / R + E) Equação 1.3
α = θ1 + β – θ2 Equação 1.4
Onde:
R = Raio mínimo calculado
B = Metade da distância entre as faces de tração dos engatesâ
D = Metade da distãncia entre truques
E = Deslocamento lateral total entre as linhas de centro dos vagões
C = Máximo deslocamento lateral permitido para cada tipo de engate
Y = Deslocamento lateral na linha de centro dos vagões
α = ângulo de contorno horizontal
θ = Máximo ângulo lateral de cada engate
β = Ângulo horizontal entre as linhas de centro
Condição: No caso da equação 1 resultar em um ângulo de contorno horizontal que exceda os limites da Tabela 2, aplicar as fórmulas da Equação 2, a qual leva em consideração uma análise geométrica mais aprofundada pois verifica o deslocamento lateral não apenas do conjunto mas de cada um dos engates envolvidos. Para isso, cada condição de giro é verificada, gerando um novo valor de ângulo a ser checado, agora com os vaçores individuais mostrados na Tabela 1.
SITUAÇÃO 2: Raio mínimo determinado pelo ângulo de cada um dos engates relativamente à linha de centro do vagão.
Fórmulas:
R = (B2 + L1)² – (D2)² – E / 2E Equação 2
E = L2 sen θ2 + L1 sen (θ2 + α) +X1 = X2 Equação 2.1
X1 = Y1 (D1 = B1 – L1) / (D1 + B1) Equação 2.2
X2 = Y2 (D2 + B2 + L1) / (D2 + B2) Equação 2.3
Y = (0,625(B / D) + 0,625) / 12 Equação 2.4
β = Arcsen (B2 + L1 / R + E) Equação 2.5
θ1 = θ2 + α – β Equação 2.6
Conhecidas estas situações de inscrição, nosso objetivo agora será o de exemplificar a aplicação destes conceitos na determinação do raio mínimo, o que será feito no proximo post.
Nossa sugestão, é que antes de iniciar a leitura e os cálculos da próxima publicação, se busque entender bem as figuras geométricas dos vagões em curva. Isto facilitará bastante a compreensão!!
Em resumo, inicie sempre pela SITUAÇÃO 1 e verifique o ângulo de contorno calculados para os dois engates acoplados. caso o limite deste ãngulo seja ultrapassado, faça nova verificação pela SITUAÇÃO 2 para verificar se o ângulo de giro lateral individual do vagão que está na tangente foi ultrapassado. caso seteja dentro, o valor de raio mínimo deve ser separado para comparação com os demais valores calculados para que se encontre o Raio Mínimo geral, o qual será o maior de todos os valores encontrados.
Caso a SITUAÇÃO 2 esteja fora dos limites, retornoe ao projeto do vagão e modifique as dimensões entre faces de tração e entre truques, fazendo novas verificações até que o equilíbrio seja encontrado.
Caros amigos, após alguns problemas pessoais enfrentados no final de 2018, com muita alegria voltamos a manter contato para conversarmos sobre as ferrovias.
Especificamente hoje vamos conversar sobre um importante componente do sistema de freios dos vagões, as Válvulas Retentoras ou como é mais conhecido no Brasil, os Retentores para Controle de Alívio. Este pequeno e fundamental componente, controla a velocidade de liberação do ar usado nos cilindros quando os freios são aliviados. Seu nome é devido a uma de suas funções que é muito utilizada quando a operação ferroviária é feita em perfis de grande inclinação, ou seja, a de reter uma quantidade de ar nos cilindros para acelerar o processo de frenagem, caso o maquinista necessite de uma aplicação rápida. Por isso, eles também são conhecidos entre os ferroviários como Válvulas de Serra.
Lembrando um pouco o funcionamento do sistema de freios, abordado aqui através do post Taxas de Frenagem (2016), sabemos que quando se deseja aplicar freios no trem, o maquinista reduz a pressão no encanamento geral ao longo de todos os vagões. Com isto, a queda de pressão irá proporcionar uma reação da válvula de freio, a qual retirará parte do ar existente nos reservatórios, enviando-o para os cilindros que movimentarão as alavancas da timoneria (alavancas e tirantes) até que as sapatas sejam apertadas contra as rodas, diminuindo a velocidade ou parando o trem por meio do atrito.
Vejamos no esquema geral da instalação pneumática do sistema de freios abaixo, a posição assinalada dos retentores de controle de alívio e sua conexão direta com a válvula de controle.
Pergunta Importante: Como o retentor controla a velocidade de saída do ar usado nos cilindros?
A resposta é de certa forma bem simples! O ar que pressiona as câmaras internas dos cilindros em contato com os diafragmas de borracha, ao perder pressão é empurrado de volta pela tubulação pelas molas internas de retorno dos cilindros de freio até ser expelido para a atmosfera pelo retentor de controle de alívio. Para que seja expelido, o ar precisa passar por um orifício interno do retentor que pode ter seu diâmetro aumentado ou reduzido mudando-se um punho de comando manual existente em sua carcaça. Ao mudar-se este punho, os orifícios internos de escape são igualmente mudados, sendo que os maiores diâmetros irão provocar um tempo de escape menor enquanto que os menores diâmetros, devido à restrição de passagem do ar, aumentarão o tempo de alívio do sistema. Em uma destas posições, haverá a retenção de uma pressão de cerca de 20 libras nos cilindros de freio.
Esta é a posição de maior restrição e antes de um trem descer uma serra ou um longo trecho de declive, o maquinista ou os operadores de pátio devem colocar TODOS os punhos dos retentores dos vagões nesta mesma posição, dando ao maquinista uma faixa de segurança adicional pois ele sabe que haverá esta pequena parcela de ar nos cilindros que o ajudará na efetividade de uma aplicação de freio. Os retentores de alívio nasceram com a genialidade de Westinghouse, sendo usados por ele desde os primeiros testes com o desenvolvimento dos sistemas KC e KD, já que como dissemos, o ar usado nas aplicações deveria ser eliminado com controle para que os trens não desgarrassem assim que os freios fossem aliviados.
São vários os modelos de retentores usados pelas ferrovias desde a implantação do freio automático, como veremos a seguir na ordem cronológica de seu projeto:
1- Modelo de 4 posições: Usado de 1880 até 1933
Era composto de uma carcaça dupla onde o ar era obrigado a passar por restrições internas até sair pelo orifício graduado conforme o punho que se observa na figura na posição de escape direto. As demais posições que se obtinha girando o punho para cima, graduavam o tempo de saída de ar. Como os trens eram curtos e bem mais leves que hoje, os tempos se ajustavam às necessidades.
2- Modelo de 2 posições: Usado de 1934 até 1980
Eram compostos de apenas duas opções de ajuste e surgiram com a introdução das válvulas de controle do tipo AB em 1934 que substituíram os modelos K. Pela eficiência demonstrada pelo novo sistema de freio, os projetistas acharam que com apenas duas graduações o controle de saída do ar seria acertado, o que não se observou mais a frente.
3- Modelo de 3 posições: Usado a partir de 1980
É o retentor de projeto mais moderno já possuindo uma esfera interna com as graduações de alívio em pequenos furos graduados que se ajustam conforme o desejo dos operadores. Para esta peça, vale a pena a descrição de suas posições:
EX: Posição de Escape Direto, também chama de posição normal do retentor. Nesta posição, todo o ar usado para aplicação de freio nos cilindros será eliminado para a atmosfera de forma mais rápida. Tempo médio de alívio por volta de 20s;
HP: Posição de Escape Restrito com Reserva, na qual será retida uma pressão de 20 libras nos cilindros de freio. Caso uma aplicação para controle de velocidade do trem seja feita com o retentor nesta posição gerando uma pressão acima do nível das 20 libras, quando do alivio, o excesso será eliminado até que as 20 libras permaneçam nos cilindros. Tempo médio de alívio por volta de 50s;
SD: Posição de Escape Super Restrito, onde o tempo de alívio é o mais longo para proporcionar um alívio de segurança. Esta é a posição que gerou o apelido de válvula de serra para o retentor. Nesta posição do punho, o fluxo de saída será controlado, porém também gerando um “resíduo” de 10 libras nos cilindros para permitir um completo recarregamento do sistema pneumático. Tempo médio de alívio por volta de 120s.
O motivo pelo qual estes ajustadores possuem 3 posições enquanto que os anteriores trabalhavam com somente 2 posições, foi a necessidade operacional das ferrovias de ter a reserva de ar nos cilindros. Como os trens atuais estão mais longos e pesados, sua operação precisa ser muito bem estudada para que não ocorram acidentes do tipo de perda de controle do trem nas rampas. Caso seja necessário parar o trem em uma descida ou subida de rampa, o recobrimento do sistema literalmente soltará o trem e o seu grande peso fará com ele ganhe velocidade muito rapidamente. Um resíduo de pressão nos cilindros será fundamental para que o total recarregamento do sistema seja feito.
Como exemplo de diversidade operacional entre as ferrovias, cito o fato de que a Estrada de Ferro Carajás, localizada nos estados do Pará e Maranhão com um perfil de rampa máxima de 0,5%, não utiliza retentores de alívio em seus trens. Como não há inclinação suficiente para causar perigo de rápida aceleração quando os trens têm os freios aliviados, não há também necessidade para utilizá-los. Em seu lugar é usado um tipo de silenciador preso à saída da válvula onde os retentores estariam montados com o objetivo de não produzir o assovio causado pela saída do ar em alta velocidade.
A Engenharia Ferroviária, sempre em evolução, ainda não conseguiu projetar um retentor de controle de alívio automático e que não precise da atuação do homem para correr todo o trem antes da mudança de perfil que irá gerar mais perigo. Alguns estudos já foram efetuados para termos peças de punho removível, assim como ocorreu com os punhos das torneiras angulares, eliminados para evitar o vandalismo, mas nada ainda foi feito para dar ao retentor uma atuação automática como a já obtida com o sistema vazio-carregado que comuta as pressões que chegam aos cilindros.
Fica o desafio aos projetistas pois caso estes consigam um componente com tais características o ganho será enorme para a produtividade das Estradas de Ferro.
Caso você tenha dúvidas sobre a função dos retentores, sua melhor posição e/ou projeto, por favor fique à vontade para fazer contato. Terei o máximo prazer em estudar e tentar ajudar. Grande abraço!!
Este site usa cookies para que possamos fornecer a melhor experiência de usuário possível. As informações de cookies são armazenadas em seu navegador e executam funções como reconhecê-lo quando você retorna ao nosso site e ajudar nossa equipe a entender quais seções do site você considera mais interessantes e úteis.
Cookies Estritamente Necessários
O cookie estritamente necessário deve estar ativado o tempo todo para que possamos salvar suas preferências para configurações de cookies.
Se desativar este cookie, não poderemos guardar as suas preferências. Isso significa que toda vez que você visitar este site, precisará ativar ou desativar os cookies novamente.

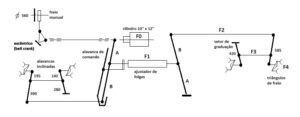
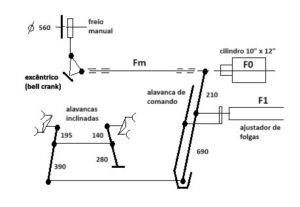
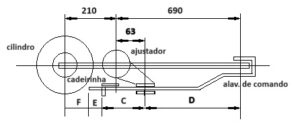
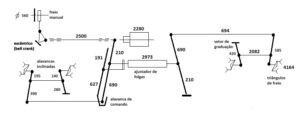
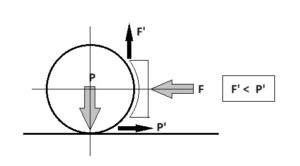

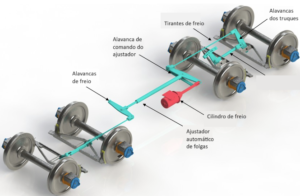
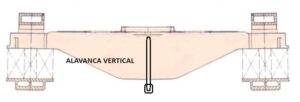

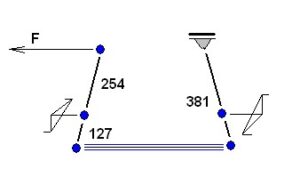
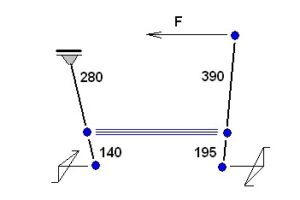

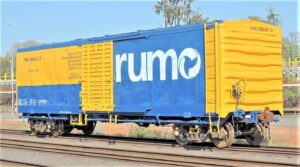





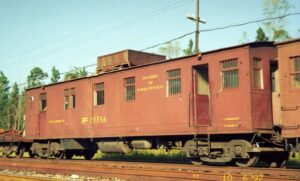
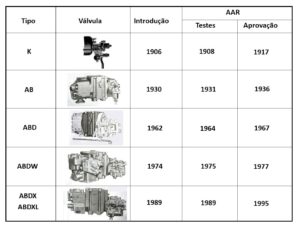

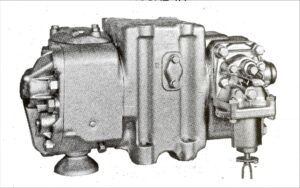

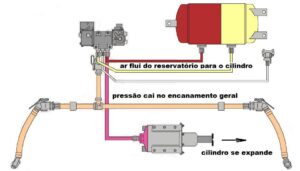
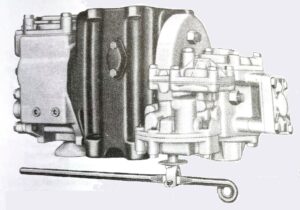
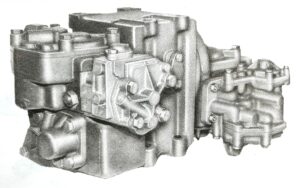
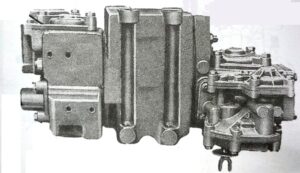
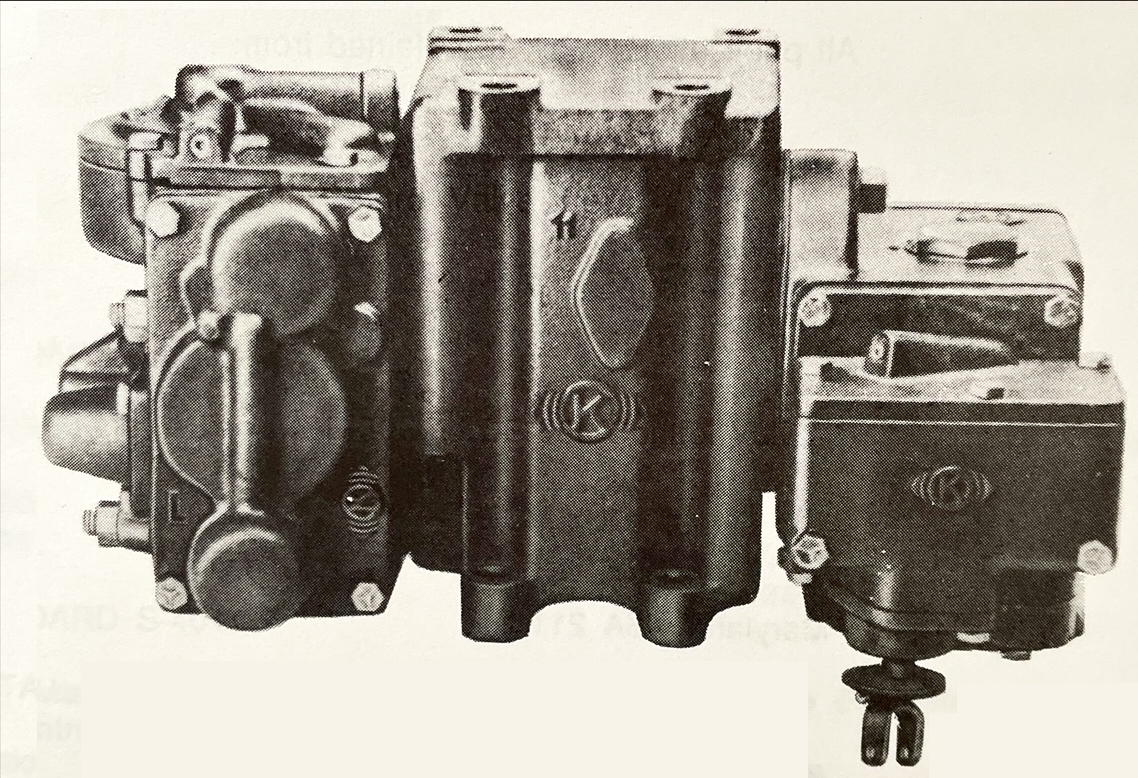
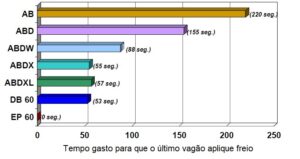
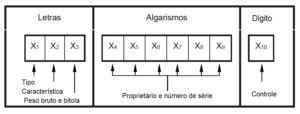
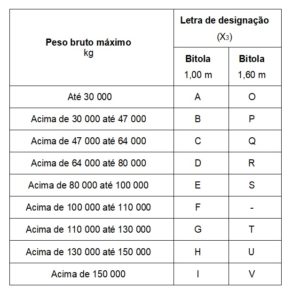


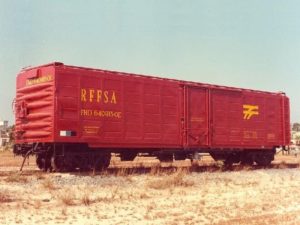
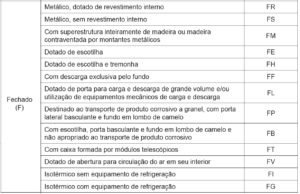

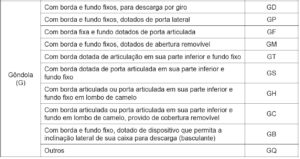

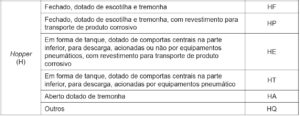

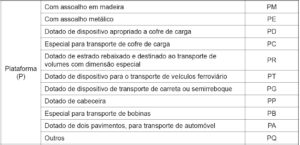
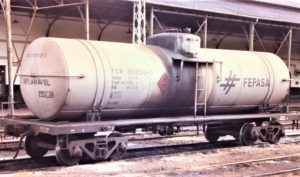
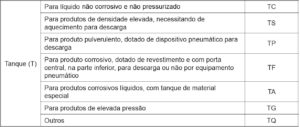
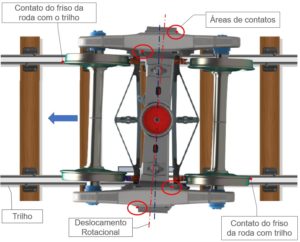
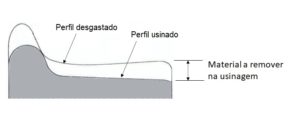

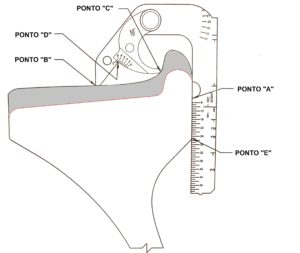


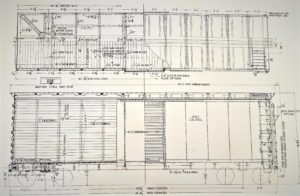
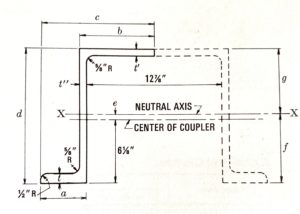
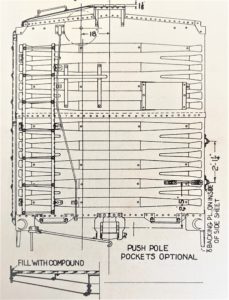
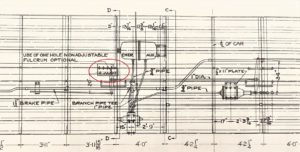


 Figura 8 – Vagão Fechado FRC, bitola 1,00m e fabricado pela Mafersa nos anos de 1960
Figura 8 – Vagão Fechado FRC, bitola 1,00m e fabricado pela Mafersa nos anos de 1960