
1- GERAL:
Um assunto sempre recorrente quando se fala sobre os custos de manutenção das ferrovias, é a usinagem das rodas dos truques. Cada vez que uma roda precisa ser usinada, gera perdas significativas para o proprietário do vagão pois o mesmo precisará ser paralisado e o respectivo rodeiro removido do truque para ser direcionado à Casa de Rodas da oficina e quem já teve a oportunidade de ver uma linha de rodeiros com necessidade de usinagem, sabe avaliar tempo e recurso a serem consumidos no trabalho de sua adequação até ter condições técnicas de retorno ao serviço regular.
Nos truques chamados de convencionais, os quais são aqueles com tecnologia mais antiga como os Ride Control e Barber S2A, a inscrição ainda não era uma preocupação significativa. Nesta condição, o truque sai de seu esquadro nas curvas (warping), levando o rodeiro a se inscrever atacando os trilhos e com isso causando desgastes significativos nos frisos das rodas, como já foi aqui descrito nos posts sobre funcionamento dos truques ferroviários, para os quais eu recomendo leitura.
Na Figura 1 abaixo, vemos um esquema de inscrição de um truque convencional, mostrando em visualização ampliada a distorção da estrutura e o ataque dos rodeiros com a consequante região de desgaste dos frisos das rodas.
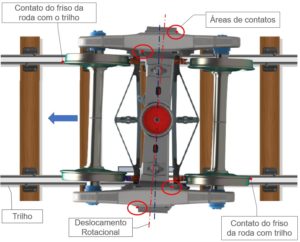
Como se observa, o contato dos frisos das rodas com os trilhos ocorre de forma diagonal e como normalmente os vagões circulam em ambas as direções, o efeito de desgaste acaba sendo verificado em todas as rodas do truque, gerando então a necessidade de reperfilamento ou usinagem em tornos de rodeiro.
Não vamos abordar agora o que pode ser conseguido de melhora na inscrição por meio dos truques radiais pois como dissemos, este tema já foi apresentado em posts anteriores e não é o objetivo específico deste trabalho mas sim mostrar o funcionamento do calibre FINGER, muito conhecido nas ferrovias por sua praticidade de uso e informação do nível de usinagem a ser considerado para recompor o friso de desenho das rodas.
Visualizando na Figura 2 a seguir, o desgaste que ocorre sobre as rodas no seu contato com os trilhos, notamos que o friso se torna fino e alto enquanto que as pistas perdem sua inclinação básica de 1:20, fundamental para que o rodeiro se estabilize em circulação pela compensação de diãmetros. Com os frisos finos e as pistas mais cilíndricas, os efeitos sobre a circulaçao são péssimos pois geram não só mais desgaste como também maior perigo de descarrilamento pois o contato fica totalmente descompensado. Deve-se evitar ao máximo circular com os frisos finos nas rodas, já que isto pode inclusive forçar a entrada de um dos truques corretamente em um AMV enquanto que o outro pode entrar na via desviada por trás da ponta da agulha, ocasionando tombamento e grandes danos ao trem e à via permanente.
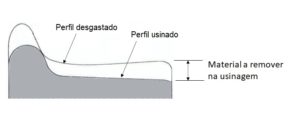
Olhando com mais detalhes a Figura 2 acima, facilmente se confirma que a quantidade de material a remover para restaurar as dimensões do friso original é muito grande, fato que se torna ainda mais relevante quando falamos do rodeiro montado. Neste caso, mesmo que tenhamos as duas rodas com perfis desgastados de forma desigual, seremos obrigados a usinar a roda “melhor” tomando as condições necessárias para restaurar a roda “pior”, ou seja, teremos que remover material da roda “melhor” sem necessidade, para podermos equalizar os diâmetros de ambas as rodas, evitando assim que o rodeiro se movimente transversalmente e fique fora de seu centro geométrico, gerando em consequência uma força lateral da roda contra o trilho, a qual poderá levar a roda a “escalar” o boleto e a descarrilar.
2- O CALIBRE FINGER:
Tendo ficado clara esta posição, vamos então estudar a aplicação do calibre FINGER na Casa de Rodas, começando por analisar sua forma básica e bem conhecida dos ferroviários:

Como citamos, este calibre conhecido pelo apelido de FINGER, tem esta designação em função pequeno braço articulado montado em sua parte superior. Com este dispositivo, pode-se determinar diretamente o total de material a ser usinado nas rodas de um rodeiro montado para a operação de usinagem de reperfilamento, visando recuperar o friso e restaurar a inclinação básica de 1:20 existente nas pistas de rolamento. Antes de discrevermos seu funcionamento, precisamos ter em mente alguns pontos fundamentais a saber:
A- Os diâmetros de ambas as rodas de um mesmo rodeiro precisam ser iguais, para evitar deslocamentos transversais em serviço;
B- É preciso ter em mãos a definição do tipo de friso que será restaurado, largo ou estreito, já que o braço Finger possui as dimensões específicas para os frisos de cada tipo (estreito – NF e largo – WF);
C- Conhecer perfeitamente os limites de rejeito de espessura de bandagem das roda, para identificar com precisão quais poderão ou não, ser usinadas antes que tal limite dimensional mínimo seja atingido. No caso de vagões, teremos 19mm (3/4″) para rodas de 30″e 33″ e 22mm (7/8″) para rodas de 28″, 36″e 38″.
OBS: Para os carros de passageiro a bandagem mínima deve ser de 25mm (1″).
3- APLICAÇÃO:
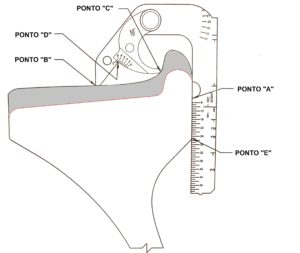
Vamos então buscar descrever de forma resumida e direta a plicação do calibre FINGER em um rodeiro separado para usinagem, indicado conforme a Figura 3, abaixo, considerando uma roda que use friso estreito (NF):
OBS: Importante salientar que este calibre, assim como vários outros usados nas oficinas das nossas ferrovias, foram criados e normatizados pela AAR sendo portanto definidos em unidades inglesas de16 ávos de polegada.
O Ponto “E” define o local onde o calibre toca na face interna da roda. A região do calibre entre os Pontos “A” e “E” deve estar totalmente encostada na superfície e sempre na posição vertical, com o Ponto “B” tocando a pista de rolamento da roda. Mova então o Ponto “C”, que é a ponta do braço Finger, até que este toque o friso desgastado para que se possa fazer uma leitura direta.
Com o calibre aplicado nesta condição, vamos ler o valor indicado na marca do Ponto “D”, que no caso de nosso exemplo indica 8/16 ” já que a intercessão na marca 0 do calibre mostra o número 8. Agora, é fundamental saber se teremos material suficiente para usinar a bandagem para podermos recompor o friso estreito das rodas e para isso devemos ler o valor indicado no Ponto “E”, o qual nos indica 25 / 16″. Subtraindo-se da bandagem de 25/16″ o valor medido de 8/16″, verificamos que a roda APÓS usinada terá uma bandagem de 17/16″, ou seja ainda estará acima do limite de rejeito de 3/4″ nostrado em vermelho na imagem do calibre. Perguntamos: Mas como ficará a roda “irmã” montada no mesmo rodeiro e que teve um desgaste menor que a roda que acabamos de medir?
Para responder a esta pergunta, devemos repetir a mesmo operação para a roda de menor desgaste para verificar o valor final. Certamente o valor a remover será menor do que aquele encontrado para a roda mais desgastada, o que nos obrigará porém, a usinar esta roda menos desgastada no mesmo valor encontrado para a roda mais desgastada. Veja por favor, a tabela abaixo para demonstrar este fato.

Assim, notamos que apesar da roda menos desgastada necessitar de apenas 3/16″ de material a remover para restaurar seu friso original, ela terá que obrigatóriamente ser usinada com os mesmos 8/16″ da roda mais desgastada para não causar problemas de descentralização do rodeiro e instabilidade na circulação em tangente ou na inscrição nas curvas. A perda de material é inevitável para gerar uma condição de equilíbrio para a operação ferroviária.
O calibre FINGER é muito útil e deve sempre ser mantido aferido para as rodas que forem usadas no material rodante da ferrovia. Este instrumento é válido e pode ser aplicado para rodas de 1 vida (1W), 2 vidas (2W) e múltipla vida (MW) de rodeiros de qualquer tipo de truque.
Voltamos a mencionar de forma enfática que os custos devidos à usinagem das rodas, principalmente aquela realizada nas rodas menos desgastadas, pode ser minimizado com a aplicação dos truques de projeto radial, gerando grandes ganhos para as ferrovias pelo pequeno contato de frisos com os trilhos. As estratégias de manutenção podem ser então otimizadas para a usinagem de recuperação, concentrando-se apenas nas pistas para corrigir o desgaste de contato conhecido como cava (hollow) e que não necessita da remoção de tanto material já que os frisos estarão preservados. A aplicação do calibre específico para o controle da cava, será objeto de um dos nssos próximos posts.